为了满足日益增长的食品、饮料、化工产品包装的需要,我们研制了JK-20型经济型数控冲床,解决了轻工行业中利用普通冲床进行板料冲压加工生产率低、耗材多、易发生工伤事故等问题。但当在该数控冲床上冲压印花板料时,要求印花位于冲裁件中心,这样对该数控冲床的定位精度提出了较高的要求。为了解决该经济型开环数控冲床定位精度低的问题,我们分析了其定位误差产生的原因,根据冲压加工工艺特点,预先对其工作台的定位误差进行动态测定,利用软件进行定位误差补偿,提高其加工精度。
2定位误差产生的原因
由功率步进电机通过丝杠驱动的工作台产生的定位误差主要有:
(1)由丝杠驱动引起的工作台x、y坐标方向全程分布随位移非线性变化的误差。这一误差在一定时间内具有相对的稳定性,但随着系统投入使用的时间增长、传动副的磨损等还会发生变化。
(2)由丝杠产生的反向间隙误差;
(3)由x、y轴导轨不垂直产生的误差;
(4)由功率步进电机失步、过冲产生的误差。引起步进电机失步和过冲的原因为:过载,起、停过程中的升降速运动不合适,静态锁定电流值小。当选择步进电机时,使系统的负载力矩不超过步进电机的矩频特性线,并留有一定余量,同时选择适当的升、降频规律和曲线与静态锁定电流,这样步进电机很少出现失步和过冲现象。因此我们只对前三项定位误差进行分析并加以补偿。
3定位误差补偿
3.1非线性位移误差补偿
由丝杠驱动引起的工作台x、y坐标方向全程分布的非线性位移误差在一定时间内是一常值误差,因此工作台安装调整好后,预先对工作台定位误差进行动态测量和处理。测量可采用感应同步器及数显装置或激光测量装置等。在加工中可根据预先测量的定位误差进行误差补偿。
由于其非线性位移误差曲线基本不变性,因此我们可根据预先测量的定位误差,按一定精度在x轴上取一系列离散点,根据离散点的误差将其补偿值(以脉冲当量为单位)建立成表格,存入计算机内存。如某点的误差为2.1个脉冲当量,我们可取补偿值为2个脉冲当量(补偿脉冲当量取误差的整数倍,即将误差值(以脉冲当量计)四舍五入取其整数)。即工作台移动到该点时,控制脉冲减少2个脉冲。这样理论上可将工作台精度控制在0.5个脉冲当量内。
根据以上补偿原理可对工作台位移逐点比较补偿,但当逐点比较补偿时,要占用微机的大量存取空间,还要有足够的运算速度,这样对由单片机开发的系统在实际应用中有一定困难。考虑到冲床冲压加工是点位控制的特点,只需要对工件定位点(冲压点)进行补偿。基于此冲压加工特点,给微机软件补偿定位误差带来了很大的方便。
设工作台线性误差如图1a所示,图1b为加工时的冲压点x1,x2,…,xk,xk+1…由图1a可建立非线性位移误差补偿表。
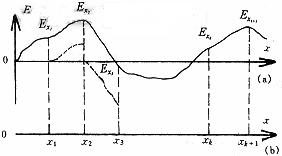
图1正向送料定位非线性位移误差补偿
当工作台在x方向送料时,假设起始点从绝对原点开始,在x1,x2,…,xk,xk+1,…冲压加工,当冲压x1点时,微机应发出的理论脉冲数为:
Lx1=X1/δ
式中δ——脉冲当量。
由于非线性位移误差的存在,当微机发出Lx1个脉冲数时,x方向送料不在x1点。查表得x1点的非线性位移误差为Ex1(以脉冲当量计),微机应发出的实际脉冲数为:
LB(X1)=Lx1-Ex1 (2)
由于x1点的误差补偿,x1点到x2点的非线性误差曲线平移成图1a中的虚线。因此在冲压x2点时,微机应发出的实际脉冲数为:
LB(X2)=(Lx2-Lx1)-(Ex2-Ex1)
=Lx2-LB(x1)-Ex2
同理,当点X2的误差补偿后,x2点到x3点的非线性误差曲线就变成图1a中的虚线。因此在冲压x3点时,微机应发出的实际脉冲数为: #p#分页标题#e#
LB(x3)=(Lx3-Lx2)-(Ex3-Ex2)
=Lx3-[LB(x2)+LB(x1)]-Ex3 (4)
由归纳法可求得:当冲压任意点xk,微机应发出的实际脉冲数,即x方向误差补偿式为:

式中LB(xk)——x方向从k-1点到k点经补偿后需走的实际位移(以脉冲量计)
Lxk——x方向当前点(k点)的理论坐标值(距坐标原点)
LB(xi)——x方向当前k点以前,从i-1点到i点,经补偿后需走的实际位移
Exk——x方向非线性误差曲线上对应于点xk的误差值
从式(5)可知,LB(xk)只与当前点的理论坐标值、当前点的误差值和当前点以前所有冲压点补偿后实际从其前一冲压点到该点的实际位移的和,当前点的误差值可从建立的表格中查出,如果表格中该点不存在,利用其表格中的前后点用插补法求出,当前点以前所有冲压点补偿后实际从其前一冲压点到该点的实际位移的和可设一累加器存储。因此用此式进行误差补偿是很方便的。
根据以上原理,同样可推导出y方向误差补偿的普遍式:

误差补偿式(5)、(6)是在工作台从绝对原点开始沿正向送料定位加工的情况下推导得到的。但实际加工中,工作台不但从绝对原点开始沿正向送料定位加工,而且要沿负向送料定位加工。一般送料定位加工过程如图2所示。在一般情况下误差补偿式(5)、(6)是否成立,下面就给以讨论。
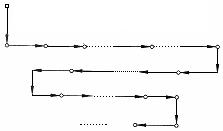
□绝对原点 ○相对加工点
↓Y送料定位方向→X送料定位方向
图2冲压送料定位加工过程示意图
如图3a,工作台由绝对原点开始沿正向送料定位加工,定位加工点为x1,x2,…,xn,n点冲压加工后,y向送料,再从n点沿负向送料定位加工,定位加工点为xn+1,xn+2,…,xn+k…。当加工n点时:


图3送料定位非线性误差补偿
由于n点的误差补偿,n点到n+1点的误差曲线平移到图3b中的虚线,送料定位加工n+1点时,微机应发出的实际脉冲数为:

由n+1点的误差补偿,n+1点到n+2点的误差曲线平移到图3b中的虚线,送料定位加工n+2点时,微机应发出的实际脉冲数为:

由归纳法可得,当送料定位加工任一点n+k时,微机应发出的实际脉冲数,即x方向误差补偿式为:

由此可知式(5)、(6)具有普遍意义。
3.2反向间隙误差补偿 #p#分页标题#e#
由于丝杠螺母副之间的间隙存在,当工作台反向时,必产生反向间隙误差而影响到工作台送料定位精度。丝杠螺母副之间的间隙具有两个特点:
(1)具有相对的稳定性,即在一定范围内间隙是一个常数;
(2)随着机械传动的磨损而相应增加。
因此,预先测出其间隙,利用反向间隙的统计平均值,对其产生的定位误差进行软件补偿。在软件设计时,只需设计一方向寄存器,用来判断工作台是否换向。采用不换向不补偿,每换向一次补偿一次来消除丝杠螺母的反向间隙误差。
3.3x、y轴不垂直产生的定位误差补偿
前面分析了由丝杠驱动引起的工作台x、y坐标方向全程分布的非线性位移误差的补偿。当x、y两轴不垂直而产生的定位误差补偿没包括在内。考虑两轴不垂直而引起的几何误差是个线性函数,其值为:
E′xn=Lyn.α/2 (11)
E′yn=Lxn.α/2 (12)
将E′xn、E′yn叠加到式(5)、(6)的Exn、Eyn中,就可同时消除x、y轴不垂直产生的定位误差。这样定位误差的补偿式即为:


4结论
此定位误差补偿方法用在我们开发的两台数控冲床上,该数控冲床步进电机脉冲当量为1/15mm,当冲压75mm的印花圆盒和60mm的印花圆盒盖时,每分钟冲压180次,其定位精度达到±0.10mm,满足了生产厂家的技术指标。
此定位误差补偿方法简单可靠,容易用软件编程实现,在不增加任何硬件的基础上,可在一定程度上提高数控冲床的定位精度。当系统投入使用一定时间后,可重新对其工作台定位误差动态测量,修正表格,消除传动件磨损引起的定位误差的变化。
本文以数控冲床为例,但其应用可推广到所有点位数控机床的误差补偿。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF