大型水轮机转轮叶片的五轴联动加工技术,是表征水轮机制造水平的重要标志之一。转轮叶片是水轮机关键部件,其制造精度对机组的效率等水力性能有直接的影响,因此型面加工要求精度高。国内水轮机叶片制造长期采用砂型铸造,经手工铲磨成型和采用立体样板检测的工艺方法,但手工铲磨的方式,不但劳动环境恶劣、劳动强度大、效率低,而且叶片型面质量差,降低了水轮机的效率。目前,大型水轮机叶片的五轴联动数控加工技术已成为当今世界发电设备制造业中的关键技术之一,也是当今机械加工技术中的尖端高技术。它涉及到计算机辅助产品的三维造型、计算机仿真模拟加工和五轴联动CNC技术。
一、叶片建模
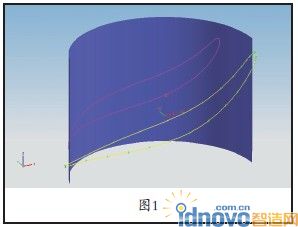
(1)叶片建模由叶片型面和轮毂等组成,叶片表面为光顺性和连续性要求较高的自由曲面,其截面线是复杂的自由曲线,使用NX软件CAD模块,按照二维设计图样,在Z-X 平面,输入截面数据点坐标,并拟合成封闭的样条曲线,按其所在的截面半径,沿Z方向拉伸成曲面,沿Y方向把样条线投射到曲面上,作为叶片型面的一组三维截面线,如图1所示。
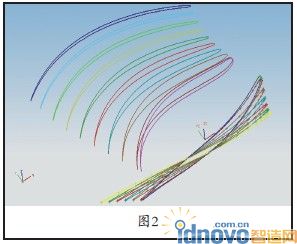
(2)生成十条封闭的三维截面线,如图2所示。
(3)通过十条截面线扫掠并生成光滑叶片型面实体,如图3所示。

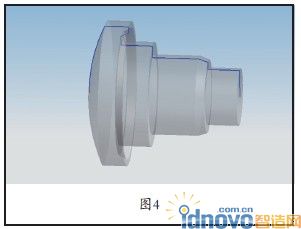
(4)叶片轮毂的生成。轮毂的创建较为简单,先创建其截面线串,再利用旋转(REVOLVE)命令对截面线串旋转,创建轮毂回转体,如图4所示。
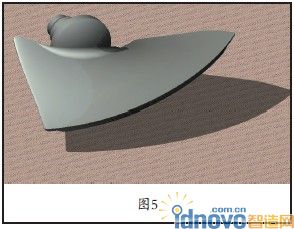
最后,按加工工艺对叶片型面及轮毂进行修边、倒角等处理,创建叶片实体,如图5所示。
二、叶片加工
1.叶片加工装夹工艺
叶片为铸造结构,材料为马氏体不锈钢。在砂型铸造的基础上,一般表面留量5~20mm不等。装夹工艺是非常重要的,一般用如下方式:以叶片轮毂旋转轴心线为基准,在轮毂上焊工艺轴,粗车法兰端面,然后在工艺轴和法兰端面打两顶尖孔。相应的夹具采用两顶尖座,一为固定顶尖座,置于 法兰端;另一为轴向可调顶尖座,置于轮缘上的工艺轴端。在法兰端面标记有叶片加工位置。利用夹具和标记,根据叶片造型后的三维型面数据,借助机床的功能,找正加工位置,一般设在轮毂圆心处确定工件零点,并在加工面的反面上焊拉耳,采用通用的千斤顶和可调拉杆拉压夹紧并焊接,如图6所示。

2.叶片粗加工
(1)使用NX软件CAM模块,粗加工可采用三轴轮廓铣(Mill_contour)中的型腔铣(Cavity_mill)分层切削。
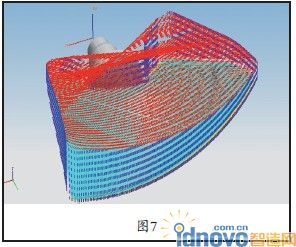
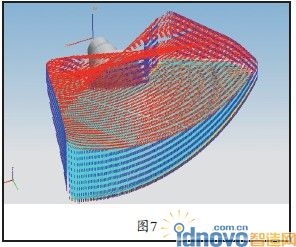
主要加工参数设置如下:刀具采用Ф63R6的粗加工面铣刀。工件零点设在轮毂圆心处,安全距离(Safe clearance distance)高于轮毂最高点20mm处。每层(Global depth per cut)2mm,步距(Stepover)3mm,零件余量(Part side stock)0.5mm。主轴转数(Spindle speed)1500rpm,进给速率2000mmpm。 粗加工刀轨显示如图7所示。
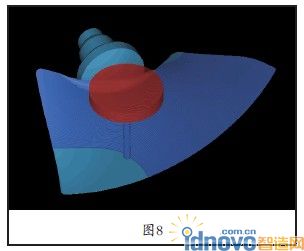
(2) 在NX软件中,切削仿真(Vericut)和集成仿真及验证(IS&V)可以验证多轴联动加工刀具轨迹,取代试加工过程,可以直观真实地看出刀具设计是否合理,能够检查出加工过程中叶片的过切与欠切,寻求最优的加工方法和工艺方案,既可保证加工型面的准确性和叶片的质量,有效避免实际加工中损伤工件及夹具的现象, 又可提高加工效率。粗加工动态仿真(verify)如图8所示。
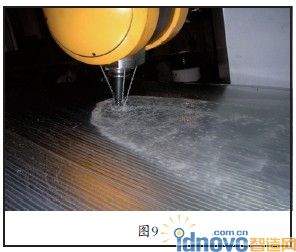
(3)后置处理(Post Builder)。后置处理是形成NC程序非常重要的一个环节,刀具位置源文件必须通过后置处理进行格式转换,生成数控代码格式的文件才能被数控机床接受,不同的数控系统具有不同的代码格式。结合NX自带的后处理构造器,编制合理的后置处理文件,要把机床参数(诸如:线性轴最大行程、AC旋转轴转角范围、G指令、M功能的设定、RTCP功能以及程序头尾的设定等一系列信息)都一一设定好才能生成正确的、能被数控机床接受的NC代码程序,使之能应用于生产。操作员按程序单(程序名、程序路径和刀具号等) 调入上述NC程序,叶片型面现场粗加工效果以及喷射切削液时,可以清晰地看到阶梯痕,如图9所示。
3.叶片精加工
(1)使用NX软件CAM模块,精加工可采用多轴铣(Mill_multi_axis)中的变轮廓(Variable_contour)加工。
主要加工参数设置如下:刀具采用Ф63R 8的4刃切削精加工面铣刀。驱动方式(Drive method)选surface area,投射矢量沿Z轴正方向,刀轴(Tool axis) 选法向于驱动面(Normal to drive), 零件余量(Part stock)设置0mm。零件内外公差(Tolerance)均为0.001。主轴转数(Spindle speed)3000rpm,进速率2000mmpm。
通过对铣削方式和铣削参量的优选,实现叶片高精、高效及低耗刀具的铣削。精加工刀轨显示如图10所示。
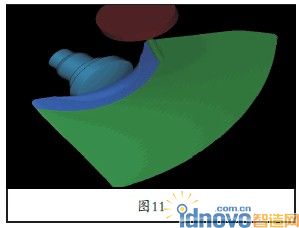
(2)精加工动态仿真(verify)如图11所示。
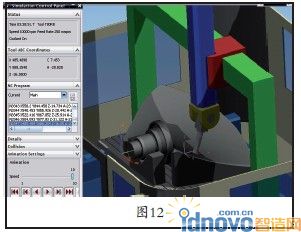
(3)集成仿真及验证(IS&V),在NX4软件以上版本,通过自定义或调用并编辑NX软件库中的各种类型机床及后置处理。可以仿真机床和零件的整个加工过程(见图12),综合考虑控制器的特点和刀具配置,用动画模拟真实机床运动,可以在机床部件、夹具、刀具零件和IPW之间检测碰撞。通过比较加工后的零件和期望的零件来提高加工过程的质量,由此可以避免花费昂贵和耗时的干运行(Dryruns),从而降低成本,减少操作者的干涉。通过减少碰撞,降低机床、夹具和工件损坏风险,是优于切削仿真(Vericut)的ISV高级仿真。
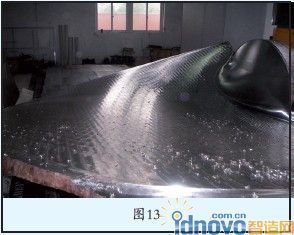
(4)利用中捷机床有限公司生产的GMB2560X五轴五联动数控机床进行加工,配以先进的德国西门子840D数控系统和伺服控制器。笔者在杭州一家客户现场进行叶片型面精加工(见图13),一次装夹完成叶片大部分切削加工,面铣刀始终垂直于工件表面(Normaltodrive),叶片型面光洁如镜,无需手工铲磨抛光。有效地保证叶片加工精度,大大提高加工效率。
三、结束语
随着我国五轴联动数控加工工艺技术日趋成熟,我国大型水轮机制造已达到国际先进水平。叶片工艺技术的创新,对提高质量、提高加工效率、降低工具费用、提高经济效益,效果显著。
叶片的数控加工使转轮出力效率每提高1个百分点,都对机组长期运行产生巨大的经济效益。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF