1引言
冷镦是在常温下,利用金属的塑性,采用冷态力学进行施压或冷拔,达到金属固态变形的目的。冷锻技术作为一种少切削精密塑性成形工艺,具有切削加工无可比拟的优点,它在金属零件的制造过程中起着十分重要的作用。冷锻时金属材料要产生变形和加工硬化,在进行急剧塑性变形的过程中会产生大量的热,这在很大程度上影响了冷镦模具的寿命,降低了产品的制造精度。同时在冷锻过程中润滑油会不同程度地产生油烟、油雾。
冷镦机持续在高温、高速、高冲击的工况下运转,对关键零部件进行有效的润滑冷却,不但能带走摩擦接触面的杂质和热量,起到冷却和清洗摩擦面的作用,而且可以减小摩擦面之间的摩擦和损耗,保证机器设备的安全运行。针对当前生产车间油雾弥漫的恶劣生产状况,急需研制出—套经济实用的润滑冷却系统来提高整机的使用寿命,有效地降低油雾的产生,实现绿色环保。
2国内外绿色切削技术的研究
近年来,国内外学者在干切削、准干式切削的某些领域都取得了成功。半干式切削法是用气体加微量无害油剂代替切削液的降温、润滑、排屑的切削方式。常见的有:MQL(微量润滑)切削、氮气流切削、水蒸气冷却润滑、涡流管制冷切削、空气绝热膨胀制冷切削、超低温冷却切削和低温冷风切削。据统计,目前在德国制造业中已有大约80%的企业采用了干切削。
冷风切削技术作为半干式切削加工技术中的一种,是MQL(微量润滑)切削技术的延伸。目前。冷风切削技术(用低温冷风代替切削液的方案)的主要研究队伍集中在亚洲,特别以日本为代表。冷风切削技术是微量润滑(MQL)切削技术的发展,它只在现有设备的基础上作适当的改进即可实施。在发达国家,油气润滑技术以其高效、节能、环保、自动化程度高、运行可靠等特点已成为最为先进的润滑方法,并大量应用于众多的工业领域,而该技术目前在我国刚刚起步,正处于完善和发展阶段。
3方案设计
下面一张照片是冷镦机生产车间油雾弥漫的场景,如图l所示。给生产环境造成极大的污染,直接影响操作人员的身体健康,给厂房留下了不同程度的事故隐患。在目前绿色制造的大环境下,冷镦行业急需寻求一条可持续发展的绿色润滑冷却之路。

图1冷镦车间油雾弥漫场景
目前,涡流管风冷切削技术,将产生的低温冷风直接对切削区进行冷却和排屑,不仅可具有减小刀具磨损,提高刀具寿命,还可以降低加工成本,无化学污染。国内学者对该技术在近几年进行了一定的研究工作,使用涡流管的风冷却切削技术已经成为绿色制造中的研究热点内容之一。
在上述理论的基础上,初步设想冷镦机的润滑冷却方案原理图,如图2所示。
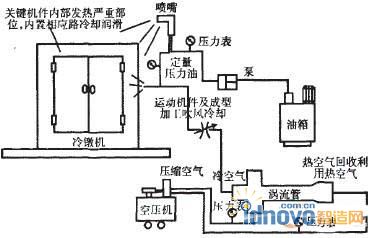
图2冷镦机润滑冷却方案原理图
方案原理图的简单说明:(1)采用一定温度的冷风直接对准冷镦模具部位进行强制冷却。该系统的气源由空气压缩机提供,通过冷却涡流管得到所需温度和压力的冷空气,通过喷嘴喷射到冷却部位。涡流管另一端出来的热空气可以回收利用,节约能源。(2)润滑系统采用微量润滑技术。通入的压缩空气利用涡流管冷风技术,将压缩空气的温度降低到零下(20—30)℃,并混入微量润滑剂,对冷镦模具部位实施冷却、润滑和排屑。(3)对关键机件内部发热严重部位,内置相应铜管进行润滑冷却。(4)经过循环的润滑油气采用冷水机进行恒温冷却。
原理说明:利用MQL冷却润滑技术,将定量的润滑剂定压、定时的喷人到高速连续流动的定压的压缩空气中,并在定长的管道中形成紊流状的两相油气混合流(两相流中的油和压缩空气并不真正融合,也不雾化,而是在压缩空气的高速流动作用下,润滑油沿管道内壁不断的螺旋状前进),直接送至需要润滑冷却的部位。
4结束语
传统金属切削技术的弊端13益显露出来,于是绿色的切削技术得到了广泛的应用。随着润滑行业的不断发展,目前我国应用较为广泛的润滑方式有稀油润滑、干油润滑、油雾润滑。以油气润滑为代表的先进润滑冷却技术在国外已经广泛的应用于滚动轴承、滑动轴承和齿轮,但在我国,该技术还处于起步阶段,其在设计、应用及推广等方面仍需大量工作。
先进的润滑冷却技术应用于冷镦行业很有市场前景,但实施效果是否能达到预期的目的,还需要通过进一步的分析研究,寻找到一条经济、绿色的润滑冷却之路,还需要很长的一段时间。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF