本文介绍并分析了超高速数控锯床的动态跟踪。
冶金行业的钢管切割通常采用飞锯来完成:一般钢管的运行速度为60m/min,为了满足日益快速发展的需求,超高速飞锯应运而生。本文阐述的是超高速飞锯用数控系统来完成动态跟踪以及在符合生产需求的参数下如何选定伺服单元及电动机。笔者希望通过下面的例子能对涉及这一领域的同行有所借鉴。 首先我们应了解生产需求的参数,如已知钢管的运行速度为180m/min,而飞锯的切割时间我们定为2s一个往返。见图1。

图1
图2
上图0.2s为加速时间,加速到速度v为3m/s后开始匀速运动,经过0.6s的匀速运动后开始减速。依据上图我们可得出加速度:

所以控制系统及伺服电动机应满足以上加速度需求。另外在速度为3m/s时,用滚珠丝杠是达不到要求的,所以我们选用德国的WH80直线运动单元来完成。下面为伺服电动机转矩的选法:
总转矩为
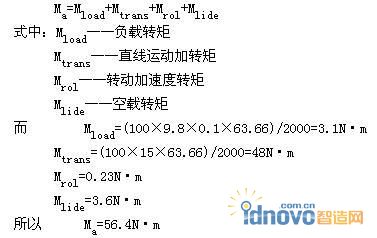
考虑到连续运转,最后的转矩M=56.4/(70%)=80.6N·m。而直线运动单元是由伺服电动机经过齿轮驱动的。经查直线运动单元的移动距离为 200mm/r, 如若想达到3m/s,伺服电动机的转速应达到900m/min ,那么通过1:3的减速,则电动机最后的转矩为26.9N·m,而电动机所需的速度为2700r/min。通过以上计算,我们就能选定比较经济、并能满足要求的电动机转矩、功率等。
而实际中,控制系统我们选定NUM1020T,图2为该机床连接示意图。
此外,只要设置好包括同步功能在内的相关参数,并编制好PLC及工件加工程序,即能方便地实现上述功能。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF