在机械传动中回转运动变为往复直线运动或直线运动变为回转运动,一般都采用偏心轴或曲轴来实现的。外圆与外圆轴线平行而不重合叫偏心轴。内孔与外圆轴线平行而不重合称其为偏心套。两轴心线之间的距离即为下面将讨论的偏心距。
车削偏心件的传统方法大致有四种:四爪卡盘上车偏心、两顶尖车偏心、三爪卡盘车偏心、专用夹具上车偏心。
利用四爪车偏心,必须先更换三爪为四爪卡盘,校准难度较大,费工时,精确度不高。两顶尖车偏心在两端预先钻偏心中心孔,然后采用二顶尖顶住,鸡心夹拨动,打中心孔精度很难保证。在专用夹具上加工,对生产批量较大为合适的加工方法,对小批量或单件生产采用三爪加工方法,既不用更换夹爪又不需要较大的辅具和费时的调整。
对三爪加工偏心件传统介绍的方法都是在一爪垫一定厚度的垫块,垫块厚度采用近似的经验公式法:采用偏心距的1.5倍作为垫块厚度,进行试加工,再测量通过1.5Δe进行修正。通过几次修正后才能逐渐接近偏心值即:X=1.5e+k。X为垫厚,e为偏心值,k为修正值,k≈1.5。这样势必多次产生测量误差,同时浪费工时较多。为此推荐一点工作中的小经验,通过自己的实际工作证明是比较可行的方法。
设偏心距为e,垫块厚度为X,三爪夹持处半径为R,求证垫块厚度X=3/2e-R+(R2-3/4e2)½
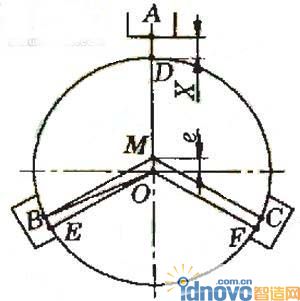
附图
附图中A、B、C表示垫厚X之后三爪的夹持点,D、E、F表示未垫厚X的夹持点,O为夹持圆的实际圆心,M为偏心后的圆心。
论证:OM=e即要求的偏心值
AD=X即垫块厚度
OB=R
MA=R+X-e
MB=MA=R+X-e
∠BMO=60°(三爪均分360°,∠BMC=120°)
在三角形BMO 中:
∠BMO=60°BM=R+X-e OM=e OB=R
cos∠BMO=(BM2+OM2-OB2)/(2BM×OM)
cos60°=[ (R+X-e)2+e2-R2]/[2e(R+X-e)]
1/2=(R2+X2+e2+2RX-2Re-2eX+e2-R2)/(2eR+2eX-2e2)
X2+(2R-3e)X+3e2-3Re=0
X=3/2e-R+(R2-3/4e2)½(负根舍去)
举例:夹处Ø60圆处要求偏心2则垫块厚度X为:
3/2×2-30+(302-3/4×22)½=2.95
通过推算可看出偏心加工并不难了。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF