1 引言
模具作为现在大多数产品的成型方式,在工业中的地位越来越高。模具的制造对一个产品的制造周期和制造品质起着举足轻重的作用,而粗加工在其加工制造周期中,占有很重的时间比例,且在粗加工最容易出现重大事故,因此对于一名NC编程人员来说,编写粗加工程序,使其在保证安全的前提下,尽可能提高加工效率成为一个重要的课题。
2 Cimatron模具粗加工特点
Cimatron是一款出自以色列的面向制造行业CAD/CAM集成解决方案优秀软件,现在的最高版本是Cimatron E 7.1。Cimatron在我国有广泛的应用,其应用的行业有汽车、电子、消费类产品、通讯、铁路、航天、模具等等,其中特别是在模具行业的设计和制造在国内有很大的应用基础。Cimatron E包含有造型设计、鞋模设计、装配、模具设计、电极设计、工程图、加工(数控铣、数控车),而其加工模块在模具行业中更是鼎鼎有名。
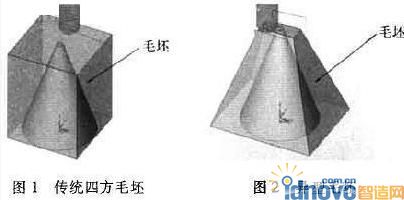
Cimatron E加工模块包含3轴、4轴、5轴,其加工特点:合理、安全、高效、平稳,最大优势在于实现无空走刀、安全的相对高度快速抬刀、移刀、基于毛坯残留(也称异型毛坯)的粗加工和二次开粗加工.Cimatron是基于毛坯残留知识(也称异型毛坯)功能的原创厂家,此功能在模具的制造中有着重要的作用,其最大特点是在粗加工中参考所设定的毛坯,以合理、安全、高效、平稳的走刀方式,实现最大化地去除残留量。因此Cimatron被广泛地用于毛坯粗加工。对此作一个对比,同样的一个工件,由于软件参考两个不同的毛坯,因此生成截然不同的刀路(如图1、图2所示)。通过对比,可明显看出图2刀路比图1刀路要少得很多。传统的加工软件是无法智能生成这种刀路。另一个优秀功能是二次开粗,二次开粗将自动删除前一把刀加工后的残留量,减小了粗加工时产生的间距残留量,保证了半精加工和精加工过程余量的均匀。以上的这些特点正是我们在模具加工,特别是粗加工中所需要的。
3 Cimatron模具粗加工示例
现以29英寸CRT彩电后机壳动模主型芯的制造为例,利用Cimatron的粗加工和二次开粗加工完成一种新的制造工艺。29英寸CRT彩电后机壳毛坯尺寸长为754mm、宽273mm、高533mm的方体,工件尺寸比较大,用传统的加工方法存在时间长、加工的品质不高、刀具成本消耗过大等问题,而采用新的加工方法则可以提高加工效率、加工品质,降低成本。下面就这两种方法做一下具体分析:传统的数控的整体加工,粗加工的刀具为D63-R3mm牛鼻刀,共计用33.8h,以数控机床每小时加工费用100元,总计费用3380元;新加工工艺先用大型普通卧式铣床铣去大部分毛料再用数控机床加工,普通机床共用时20h,以每小时加工费用28元,费用560元,数控机床粗加工的刀具还是D63-R3mm牛鼻刀,共用20.8h,以每小时加工费用100元,费用2080元,总计费用2080+560=2640元(如表1所示)。从以上分析可以看出,用异型毛坯的方法可以节约近1/3的总金钱,总时间加长了近1/3,但是可以看到数控时间只有原来的2/3,节约下来的时间可以用于其它需要数控的工件,让普通机床完成尽可能多的任务,以达到物尽其材。
新工艺具体操作方法如下:
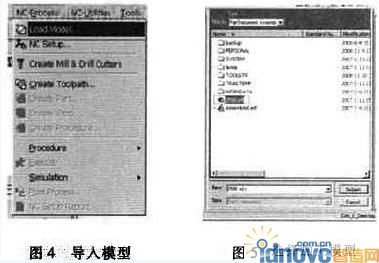
(1)新建一个NC的文件。如图3所示,单击NC,并选择OK。

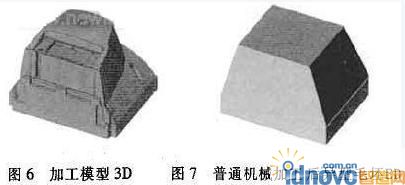
(2)调入要加工的模型。如图4所示,单击主菜单中的NC-PROCESS:选择LOAD MODEL。如图5所示,选择需要加工的模型。最后如图6所示。
(3)建立一个实体作为异型毛坯(即普通铣床加工后的形状)。如图7所示,在软件中画出一个需要的异型毛坯的三维模型。
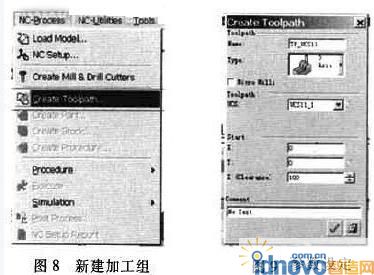
(4)在加工模块中,新建一个加工组。如图8所示。单击主菜单中的NC-PROCESS,选择CREATETOOLPATH。如图9所示,在对话框中设定加工3轴系统,安全高度。
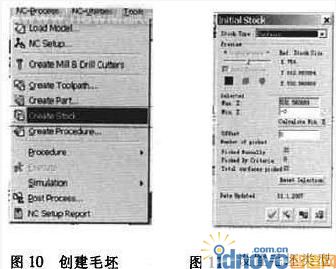
(5)上面所建的异型毛坯为参考毛坯,以后的程序就是跟据本步骤生成的参考毛坯进行计算的。如图10所示,单击主菜单中的NC-PROCESS,选择 CREATESTOCK。如图11所示,在对话框中选STOCK TYPE为SURFACES,并点击RESET SELECTION选择刚才新建的三维毛坯。
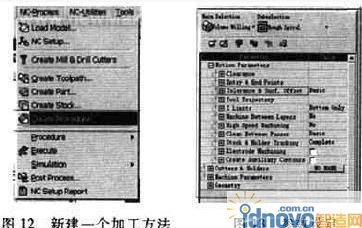
(6)新建一个加工方法,一般选螺旋开粗。如图12所示,单击主菜单中的NC-PROCESS,选择CREATEPROCEDURE。如图I3所示,在对话框 MAINSELECTION中选VOLUME MIIS.ING, SUBSELECTION中选ROUGH SPIRAL,其它的参数按加工需要设定。
(7)选择计算,软件将自动根据所选异型毛坯计算出刀路。如图14所示。

(8)进行二次开粗,再新建一个加工方法。其操作方法同以上(6)的方法。
(9)选择计算,软件将自动根据以上的毛坯残留加工计算出刀路。如图15所示,Cimatron只生成了毛坯残留区域的刀路。
4 结束语
随着计算机技术的快速发展,模具形状越来越复杂,客户要求交货周期越来越短,工件品质要求越来越高,如仍采用原来的加工方式不但时间紧张,还可能造成品质缺陷。我们利用Ciniatron E的加工特点,提高加工效率、提升加工品质、增加普通机械使用率,降低加工成本。本文章所介绍的加工方法在实际生产中有很高的实用性,操作简单,易于学习,且用途广泛,不但用于普通机械加工后的再加工,还可以用于线切割、电火花成型、复杂镶拼等等各种异型、复杂零件再加工,简单实用,安全高效。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF