焊接钢架结构在装夹和加工过程中,较难控制装夹及加工精度,因此在实际操作过程中,常会使用较为特殊的方法完成加工任务。
一、机架类零件装夹找正方法
(1)吊装时,放在工作台上之前,判断工件上基准划线大致与X 轴(Y 轴、Z轴)平行。
(2)工艺焊块下放垫铁,要合理设置分布垫铁的数量和位置,注意工件落下时要保持平衡,放在主要支撑点下,防止工件倾覆。
(3)移动垫铁时,要拿垫铁的两侧,最好不要上下拿,或将手伸入垫铁上方,工件意外落下,会给人身造成伤害。
(4)在刚性较差的部位或主要支承点上安装辅助支撑。辅助支承最好不要用螺纹可调式千斤顶,在工件压力和夹紧力的作用下,千斤顶伸出部分容易回退,从而使用工件产生夹紧变形。一般使用垫铁加薄钢片的方式增加支承。
(5)手动检查各支撑的接触情况。
(6)接触松动的垫铁,要在工件与垫铁间垫薄钢片,垫实为止。同时要检查邻近垫铁的接触情况,直到调整到各支承点都起支承作用。
(7)在工件的悬伸部分加辅助支撑,以免加工时产生振动,辅助支撑可以用可调千斤顶,可不夹紧。
(8)机床主轴安装顶尖,按主要基准线找正,在主要支撑、切削部位和刚性好的部位处加夹紧力。
(9)用顶尖对准十字中心划线,确定为工件坐标系零点。
(10)以当前工件坐标系零点为基准,对与该处距离较远的重要部位编程,留量后控制切深试切,检查加工余量是否足够。如果余量不够用,需要在余量多的部位借量,先前设定的工件坐标系零点也要相应变动,直到调整到各部位加工余量都够用为止。
(11)编程加工基准面,以备后续找正和对刀使用。
(12)正式加工。
二、机架类零件的加工方法分析
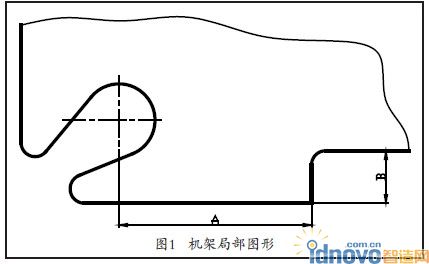
焊接机架一般以划好的十字中心线为粗基准定工件坐标系原点,加工A尺寸和B尺寸(如图1所示),然后以A尺寸对应右端面和B尺寸对应下端面为精基准加工其余各部分。粗加工时,悬伸部分刚 性较差,加工时极易产生振动,一定要注意设置切削参数,刀具侧吃刀量不能太大,一般为0.5mm左右。
机架粗加工时用较大夹紧力,精加工阶段一定要释放夹紧力,重新装夹以减小工件变形,再精加工主要部分,次要部分分布在各加工阶段完成。
精基准加工完成后,其余各主要部分都要留量加工,释放应力后,按精基准打表,看其余各处与精基准精度如何,再对其余各部分精加工,确保位置精度要求。
三、异形机架类零件的加工方法研究
在数控镗床上加工如图2 所示套筒类零件上的沟槽时,安装找正工件,要使工件的轴线与工作台的回转轴线重合,这样加工出的沟槽深度才一致。往往这样的工件在加工沟槽之前就已加工出内圆或外圆表面,因此容易拉表找正,摆正工件。
但有些时候,工件尺寸过大,难以使工件圆弧部分的中心与工作台回转中心重合,或根本就没有已加工过的圆弧表面能拉表找正中心位置。此时就必须考虑采用其他方法完成加工任务。
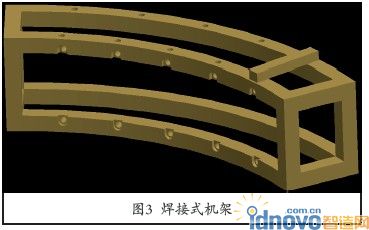
如图3所示焊接式机架,正上方各孔已由龙门铣镗床铰削完成,并且各孔间位置精度满足图样要求,现在落地镗床上加工完成侧面10个凹槽的加工。凹槽分布在弯板的内圆弧面上,弯板半径为2米,内圆弧面未加工。工件尺寸太大,工作台面积小,难以使圆弧中心与工作台圆转中心重合。
在加工过程中,为了找准槽的位置,要利用已加工完成的各孔。制作如图4所示找正导板,将导板上的两销插入到对应的两孔中,如图4所示。这样就可以将槽孔间的关系转化为槽面间的关系,用 面找槽可以保证找正及加工精度。为便于导板移动,制作尺寸不宜过大。


为了准确描述找准槽位置的方法,在此画一简图以表达机床与工件间的关系,如图5所示。假设工件放在工作台上的任意位置,但槽大致面向机床主轴。落地镗床除了配有回转工作台外,还配有落地工作台。固定对刀块是用方箱固定在落地工作台上,位置靠近主轴一侧,以方便机床对刀。
为了表达及说明方便,弯板的凹弧半径为200mm;导板宽度为12mm;导板端部与槽底距离为10mm;槽深度为5mm。图中所有尺寸都要考虑以找正导板为基准,能通过找正导板确定所要加工的部位,保证尺寸精度要求,要统一考虑并设计。
1.Y 向尺寸的确定
每个槽都分布在水平面上,因此用标准刀杆对刀导板上表面,以确定槽的Y 向各尺寸。一次性对刀,加工其余各槽时,不需重复对刀。
2.X 向尺寸的确定
用百分表触头压在导板C面上,将数控系统的X 坐标置零,百分表置零,移动机床,将百分表触头压在固定对刀块的A面上,当指针指到零位时,看机床X坐标值,这里设C面与A面的距离为53.66。 机床主轴安装对刀棒,直径为40mm,用0.1mm厚的塞尺辅助对刀,感觉到稍感拖滞为宜,此时再对刀棒在X 负方向,移动53.66-6-0.1-20=27.56mm,该位置为槽的X 向中心位置,X 轴对刀完毕。
3.Z 向尺寸的确定
用百分表触头压在导板的下端面上,将数控系统Z坐标置零,百分表置零,移动机床,将百分表触头压在固定对刀块的B面上,当指针指到零位时,看机床Z坐标值,这里设为96.37mm。机床主轴上安装加工槽刀具,刀具端部并用对刀块辅助对刀B面,设对刀块高度为30mm,则刀具端部与B面 平齐时为当前坐标减去30mm。 这时刀具端部与槽底的距离为96.37-10=86.37mm,完成Z 向对 刀任务。

加工下一个凹槽时,将工作台绕回转中心回转,并用百分表对找正导板侧面拉表找正,使导板侧面与主轴轴线平行,重复使用上述对刀方法完成对刀任务。
焊接件个别部位的加工很简单,但如何保证各加工部位的相互位置精度,如何装夹找正,甚至对刀操作都可能给实际加工带来困难。上述实例中机架加工的关键技术问题就是如何准确确定槽的位置,并在操作过程中考虑操作的可行性及便利性。
实际加工中,我们可能局限于一种模式,只用工件上的某个面完成对刀或找正工作,但有些工件具有一定的特殊性,就要考虑采用非常规方法,这也是最能体现技术人员工作经验的丰富和灵活处理技术问题的能力。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF