本文介绍了套类零件的数控车削加工工艺分析及加工。
如图1为典型轴套类零件,该零件材料为45钢,无热处理和硬度要求,试对该零件进行数控车削工艺分析(单件小批量生产)。
(1)零件图工艺分析
该零件表面由内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有较高的尺寸精度和表面粗糙度要求。零件图尺寸标注完整,符合数控加工尺寸标注要求;轮廓描述清楚完整;零件材料为45钢,加工切削性能较好,无热处理和硬度要求。
通过上述分析,采用以下几点工艺措施。
①对图样上带公差的尺寸,因公差值较小,故编程时不必取平均值,而取基本尺寸即可。
②左右端面均为多个尺寸的设计基准,相应工序加工前,应该先将左右端面车出来。
③内孔尺寸较小,镗1:20锥孔与镗φ32孔及150锥面时需掉头装夹。

图1轴承套零件
(2)选择设备
根据被加工零件的外形和材料等条件,选用CJK6240数控车床。
(3)确定零件的定位基准和装夹方式
①内孔加工
定位基准:内孔加工时以外圆定位;
装夹方式:用三爪自动定心卡盘夹紧。
②外轮廓加工
定位基准:确定零件轴线为定位基准;
装夹方式:加工外轮廓时,为保证一次安装加工出全部外轮廓,需要设一圆锥心轴装置(见图2双点划线部分),用三爪卡盘夹持心轴左端,心轴右端留有中心孔并用尾座顶尖顶紧以提高工艺系统的刚性。
(4)确定加工顺序及进给路线
加工顺序的确定按由内到外、由粗到精、由近到远的原则确定,在一次装夹中尽可能加工出较多的工件表面。结合本零件的结构特征,可先加工内孔各表面,然后加工外轮廓表面。由于该零件为单件小批量生产,走刀路线设计不必考虑最短进给路线或最短空行程路线,外轮廓表面车削走刀路线可沿零件轮廓顺序进行(见图3)。
(5)刀具选择
将所选定的刀具参数填入表1轴承套数控加工刀具卡片中,以便于编程和操作管理。注意:车削外轮廓时,为防止副后刀面与工件表面发生干涉,应选择较大的副偏角,必要时可作图检验。本例中选κ=55。
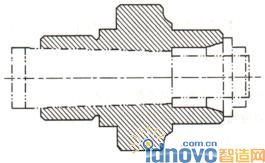
图2外轮廓车削装夹方案
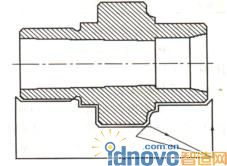
图3外轮廓加工走刀路线
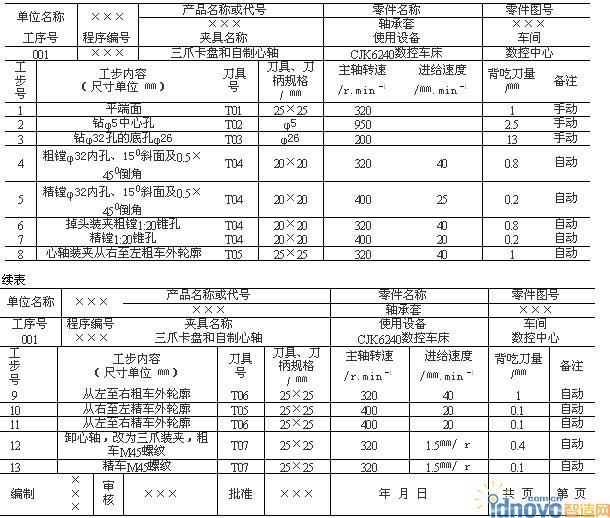
表一轴承套数控加工工艺卡片

(6)切削用量选择
根据被加工表面质量要求、刀具材料和工件材料,参考切削用量手册或有关资料选取切削速度与每转进给量,然后利用公式vc=πdn/1000和vf = nf,计算主轴转速与进给速度(计算过程略),计算结果填入表一工序卡中。
背吃刀量的选择因粗、精加工而有所不同。粗加工时,在工艺系统刚性和机床功率允许的情况下,尽可能取较大的背吃刀量,以减少进给次数;精加工时,为保证零件表面粗糙度要求,背吃刀量一般取0.1~0.4㎜较为合适。
(7)数控加工工艺卡片拟订
将前面分析的各项内容综合成表二所示的数控加工工艺卡片。
表二轴承套数控加工工艺卡片续表
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF