本文介绍了CK7815 FANUC-6T数控车床编程的应用举例。
在CK7815型数控车床上对图1所示的零件进行精加工。图中φ85mm不加工,要求编制精加工程序。
(一)首先根据图纸要求按先主后次的加工原则,确定工艺路线
1)先从左至右切削外轮廓面。其路线为;倒角—切削螺纹的实际外圆—切削锥度部分—车削φ62mm外圆—倒角—车φ80mm外圆—切削圆弧部分—车φ80mm外圆。
2)切3mm xφ45mm的槽。
3)车M48x1.5的螺纹。
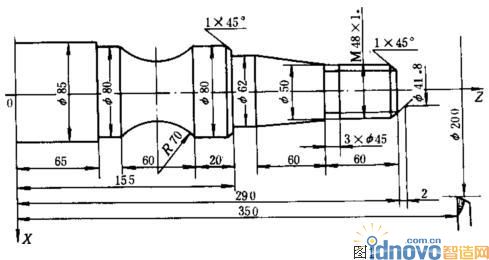
图1
(二)选择刀具并绘制刀具布置图
根据加工要求需选用三把刀具。l号刀车外圆,2号刀切槽,3号刀车螺纹。在绘制刀具布置图时,要正确选择换刀点,以避免换刀时刀具与机床、工件及夹具发生碰撞现象。本例换刀点选为A(200,350)点。
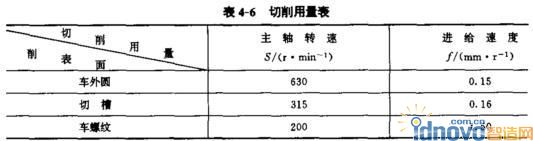
(三)确定切削用量(如表4-6所示)
(四)编制精加工程序
该机床可以采用绝对值和增量值混合编程,绝对值用X、Z地址,增量值用U、W地址,采用小数点编程。
N0l G50 X200.2350.;(坐标系设定)
N02 S630 M03 T0101 M08;
N03 GOO X41.8 Z292.;
N04 G01 X47.8 Z289. FO.15;(倒角)
N05 U0 W-59.O;(φ47.8mm)
N06 X50.OW0;(退刀)
N07 X62. W-60.;(锥度)
N08 UO Zl55.;( 62mm)
N09 X78. W0;(退刀)
N10 X80. W-1.0;(倒角)
Nll UO W-9.0;(车φ80mm外圆)
N12 G02 UO W-60. I63.25 K-30.;(圆弧)
N13 G01 UO Z65.;(车φ80mm外圆)
N14 X90. W0;
N15 GOO X200. Z350.M05 T0100 M09(退刀)
N16 X51.Z230.S315 M03 T0202 M08;
N17 G01 X45.WO FO.16;(切槽)
N18 G04 X5.;(延时)
N19 GOO X51.;(退刀)
N20 X200. Z350. M05 T0200 M09;(退刀)
N21 G00 X52. Z296.S200 M03 T0303 M08;
N22 G92 X47.2 Z231.5 F1.5;(切螺纹)
N23 X46.6:
N24 X46.2,
N25 X45.8;
N26 G00 X200. Z350.T0300;(退至起点)
N27 M30;
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF