在数控机床上加工零件,与普通机床有所不同,不仅要考虑夹具、刀具、切削用量等常规工艺的选择,更要考虑对刀点、编程原点等设置,在保证质量的前提下,尽可能提高机床的加工效率。
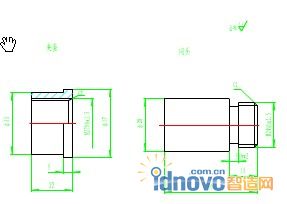
以图一所示的轴类零件为例,要在数控机床上完成此单个零件的车削,首先要进行工艺分析,确定工艺方案。

常见的工艺方案有两种,分别为表一和表二。


表二
一、

1、车工件左端面
2、车工件左端外圆弧至工件总长的1/2处
3、车工件左端内腔
二、

1、车工件端面至总长尺寸
2、车工件外形与原外圆弧相接
3、车工件右端内腔
一、夹具和工件装夹方法的比较
比较两种工艺方案,在夹具选择方面,都选择了数控车床上的最通用的夹具——三爪卡盘。但是,方案一,除了使用卡盘,还采用了顶尖,为一夹一顶的方式,采用此方式,必须预先车削辅助夹套(如图);方案二,不需要辅助夹套,可省下车削夹套的材料和时间,但是,在调头装夹后,只装夹了工件的很短的一部分,对于像本例中比较细长的轴类零件的车削,存在装夹不安全的因素,并且由于装夹不可靠,还会引起工件同轴度的误差,造成废品。
因此,尽管方案一较为烦琐,但是,装夹可靠,并能保证此细长轴类零件的同轴度要求,在夹具的选用中,方案一较合适。
二、刀具的选择及对刀点、换刀点的位置。
1、刀具的选择
与普通机床相比,数控加工时对刀具提出了更高的要求,不仅要求刚性好、精度高,而且要求尺寸稳定、耐用度高、断屑和排屑性能好,同时要求安装调整方便,满足数控机床的高效率。本例中,两种方案采用了类似的刀具,分别为:
1号刀? 大偏角刀? 如图

2号刀? 镗刀
3号刀? 内切槽刀
4号刀? 内螺纹刀
5号刀? 外切槽刀
6号刀? 外螺纹刀
1号刀为大偏角刀,分别用来车削端面,外圆及圆弧,采用较大的副偏角,可以避免连圆弧时产生过切现象,但是在两种方案中,方案一中间连续的圆弧在一次车削中完成,能保证圆弧的光滑连接、方案二中间连续的圆弧通过调头车削来完成,接刀处会产生明显的接刀痕迹,相比方案一有所欠缺。
2号刀为镗刀,用于内孔的加工,由于工件的孔较深,且直径小,对于镗刀的要求较高,故采用了切削刃口(刀夹)位置在镗杆直径为1/2处这样处理,可增大镗杆的直径,从而提高镗刀的刚性。
3号刀内切槽刀、4号刀内螺纹刀、5号刀外切槽刀、6号刀外螺纹刀,方案相同。
2、对刀点、换刀点的位置。
工件装夹方式确定后,即可通过确定工件原点来确定工件坐标系。如果要运行这一程序来加工工件,必须确定刀具在工件坐标系开始运动的起点。程序起始点或起刀点一般通过对刀来确定,所以,该点又称为对刀点。在编制程序时,要正确选择对刀点的位置。对刀点设置原则是:(1)便于数值处理和简化程序编制;(2)易于找正并在加工过程中便于查找;(3)引起的加工误差小。对刀点可以设置在加工零件上,也可以设置在夹具或机床上。在本例中,两个方案均运用了工件右端面与轴线的交点作为对刀点,完全符合对刀点的设置原则,对刀点都处理的较好。而换刀点的选择,以换刀时不碰工件或其他部件为准,两方案均选在了离对刀点x、z方向分别为100,100的位置,处理也较好,纵观夹具和刀具的选择,方案一的方法对于保证零件精度较为有利,方案二容易造成装夹不安全,同轴度严重超重,外圆弧接入处痕迹明显等问题,较难达到零件加工要求。因此,采用方案一较合适。
三、切削用量的确定。
数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写入程序中。切削用量包括主轴转速、背吃刀量及进给速度等。对于不同的加工方法,需要选用不同的切削用量。切削用量的选择原则是:保证零件加工精度和表面粗糙度,充分发挥刀具切削性能,保证合理的刀具耐用度;并充分发挥机床的性能,最大限度提高生产率,降低成本。
1、主轴转速的确定
主轴转速应根据允许的切削速度和工件(或刀具)直径来选择。根据本例中零件的加工要求,考虑工件材料为铝件,刀具材料为高建工具钢,粗加工选择转速600r/min,精加工选择800r/min车削外圆,考虑细牙螺纹切削力不大,采用400r/min来车螺纹,而内孔由于刚性较差,采用粗车400 r/min,比较容易达到加工要求,切槽的切削刀较大,采用200 r/min更稳妥。
2、进给速度的确定
进给速度是数控机床切削用量中的重要参数,主要根据零件的加工进度和表面粗糙度要求以及刀具、工件的材料性质选取。最大进给速度受机床刚度和进给系统的性能限制。一般粗车选用较高的进给速度,以便较快去除毛坯余量,精车以考虑表面粗糙和零件精度为原则,应选择较低的进给速度,得出下表

3、背吃刀量确定
背吃刀量根据机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量(除去精车量),这样可以减少走刀次数,提高生产效率。为了保证加工表面质量,可留少量精加工余量,一般0.2-0.4mm。本例中,背吃刀量的选择大致为
粗 精

总之,切削用量的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定。同时,使主轴转速、切削深度及进给速度三者能相互适应,以形成最佳切削用量。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF