在汽车生产过程中,工程师们已普遍利用喷丸强化工艺来提高传动零部件的使用寿命(图1)。通常,这些零部件在热处理后进行喷丸强化,尤其是一些关键零部件,如齿圈和行星齿轮等,喷丸强化是生产制造的最后一道非常必要的工序。
喷丸强化的原理和效果
喷丸强化工艺即采用高速喷射的钢丸颗粒撞击金属零件表面,使工件表面材料发生弹塑性变形并呈现较高的残余压应力。因为金属介质(钢丸或切丝丸)在高速撞击零件表面时,会使表面产生塑性变形,这一变形将延伸到材料表层,在表层下产生一个压应力,从而抵消零件制造时产生的不良拉应力(图2)。该残余压应力延缓了零件疲劳断裂的形成,从而延长了零件的安全使用寿命。对于汽车传动部件中最关键的齿轮部件,在热处理工序之后,采用喷丸强化工艺使其表面接受连续丸粒撞击,还可将其齿面材料晶相组织中的残余奥氏体转化为马氏体,从而增加齿面硬度。
强度测量
单就齿轮而言,其最大的剪切应力出现在齿根部和齿轮过渡区的圆角半径处,而齿轮的两个齿面——主动面和从动面,在工作时都承受着不断增加的负载,因此,齿轮强化的重点就在于对这些部位的强化:主动面、从动面、齿根部位。从强化要求来看,主要包括强度和覆盖率两大参数,当然,不同的齿轮有不同的要求,必须根据其最终应用环境来确定。
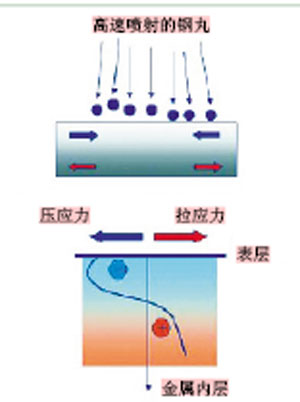
图2 抛丸强化工艺的原理
覆盖率可以通过目测观察,而强度则需利用阿尔门试片进行测量。
零件校对工具(PVT)被设计用来将测试试片置于一些特定位置,在这些试片可模拟零件有强度要求且必须进行强度测试的区域位置,根据不同应用,齿轮的强化一般要求是强度范围0.015~0.03(在等级“A”上),覆盖率为100%~200%。
三种喷丸强化工艺
喷丸强化工艺有以下3种方式:离心力抛丸强化、压缩空气喷丸强化、混合式(喷嘴和抛头)。
从产量方面考虑,大批量生产中,离心力抛丸强化优于另外两种方式。离心力抛丸强化工艺中,钢丸在离心力的作用下从叶轮轴上的孔溢出到叶片上,再由高速转动的叶片沿固定角度抛出(图3),单位时间内,抛丸丸流覆盖的面积大于喷嘴喷丸,但抛丸强化的应用受限于待处理齿轮的尺寸,如果是强化小齿轮且齿根部面积狭小,就需要多个抛头固定在不同角度,以达到所需的强化效果。压缩空气式喷丸强化必须利用多个喷嘴(图4),对准齿面、齿根的特定部位,使丸流更集中、目标更确定,可达到精确强化的效果。混合式喷丸强化尽管应用比较少,但它的优势在于在一台设备上集合了抛丸强化的高产量和喷丸强化的高精确度和可控性等优势。
工艺参数对强化效果的影响
无论哪种强化技术,目的都是要获得一个持续恒定、可重复的强化强度,因此,必须了解工艺过程中哪些关键变量会影响到最后的强化结果。对于离心力式抛丸强化,抛头、抛头转速、抛射速度、抛射角度(涉及抛头位置、定向套移动等)等工艺变量会影响到最终强化效果。对于直接压力式喷丸强化,喷嘴、喷嘴尺寸、喷射压力、喷射角度(涉及喷嘴移动、多个喷嘴)等变量会影响最终强化效果。

图3 适于大批量生产的离心力抛丸强化
1、在离心力抛丸强化中,抛头工艺变量对强化效果的影响
□ 抛头直径决定了钢丸介质从一定角度被抛射出去时的速度。在同样的抛头转速下,直径大的抛头产生的强化强度更高。
□ 抛头的功率决定了单位时间内被打出去的钢丸数量。
□ 抛头采用变频电机直接驱动,通过改变电机的频率可以改变抛头的转速,从而改变钢丸抛出的初速度。
□ 抛头通常都被永久地固定在抛丸室的特定位置,但可以通过调整定向套的位置来改变抛射方向。定向套的位置最终决定了钢丸被抛头抛射出去的角度。
2、直接压力式喷丸强化中工艺变量对强化效果的影响
□ 喷丸强化中的喷射压力类似于抛丸强化中的抛头速度,压力越大,强度越大。对于复杂的齿轮强化,通常在一个封闭环路内,通过一个比例调节器监控喷嘴压力,如果出现任何偏离预先设定的压力值,系统就会发出警报,指示关闭机器。
□ 喷嘴尺寸的大小决定了钢丸介质被喷射到零件表面的数量。对于喷丸强化工艺,最重要的因素就是要取得精确的方向性,目标准确,钢丸被无误差地打到零件表面指定点,达到所需的强度。
□ 安装在多轴机械手上的喷嘴可实现自由移动,该机械手在伺服驱动系统和动态控制器的协助下操纵喷嘴的移动,让喷嘴沿零件的外缘和内部路线运动,比如沿行星齿轮和齿轮圈的轮廓进行喷射,可达到均匀一致、重复性高的强化效果。
当同时对一组行星齿轮和齿圈进行强化时,必须特别注意它们的齿根角度是不同的,因此,对于喷丸强化各个喷嘴位置的设定十分关键,合理的设置才能达到理想的齿轮、齿圈强化效果。
影响喷丸强化结果的其他工艺参数还包括:钢丸的流量、钢丸的尺寸、尺寸的一致性等。

图4 压缩空气式喷丸强化
丸料的流量由一个专门的流量控制阀控制。在抛丸强化设备中,该控制阀被安装在抛头进料区,通过调节流量控制阀的开口大小来调节经过该阀进入抛头的钢丸流量,而在喷丸强化设备中,丸料控制被阀安装在压力罐出口区。
钢丸的尺寸需具备较高的一致性。强化设备中采用一个振动筛对丸料进行过滤,确保钢丸尺寸一致,从而达到稳定的强化效果。
钢丸(或切丝)的尺寸会直接影响覆盖率和强化时间,一般规律是: 钢丸直径小,工件表面产生的残余应力较高,但强化层较浅;钢丸直径大,工件表面产生的残余应力较低,但强化层较深;当然,钢丸的直径必须小于齿轮过渡区的圆角半径。
结语
喷丸强化工艺发展迅速,应用范围将越来越广。现在,通过采用精密的自动化控制系统对工艺参数实施同步监控,喷丸强化系统的柔性程度已经得到了极大的增强,从而可以获得更加理想的零件强化效果。随着技术的发展,汽车工程师也将不再局限于单一的抛丸强化或喷丸强化,新的混合式系统能将两种技术优势结合在一起,以满足更多用户特定的生产要求。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF