一、UG软件介绍
在当前流行的CAD/CAM软件中,UG为用户提供了一个较完善的企业级C A D/ C A E/C A M/P D M集成系统。在U G中,先进 的参数化和变量化技术与传统的实体、 线框和曲面功能结合在一起,而这一结合被实践证明是强有力的。
1.UG的CAD功能
UG Hybrid Modeler复合建模模块 无缝地集成了基于约束的特征建模和传统的几何建模(实体、曲面和线框)到 单一的建模环境内,在设计过程中提供 更多的灵活性,用户可以选择最自然地 支持设计意图的方法。
2.UG的CAM功能
U G C A M提供了一整套从钻孔、线 切割到5轴铣削的单一加工解决方案。 在加工过程中的模型、加工工艺、优化 和刀具管理,都可以与主模型设计相联 接,始终保持最高的生产效率。
二、五轴加工介绍
五轴联动数控机床是一种科技含量高、精密度高、专门用于加工复杂 曲面的机床,这种机床系统对一个国 家的航空、航天、军事、科研、精密 器械以及高精医疗设备等行业,有着 举足轻重的影响力。现在大家普遍认 为,五轴联动数控机床系统是解决叶 轮、叶片、船用螺旋桨、重型发电机 转子、汽轮机转子以及大型柴油机曲 轴等加工的惟一手段。
五轴联动加工中心具有高效率、高精度的特点,工件一次装夹就可完成 五面体的加工。五轴机床的种类分为: 摇篮式、立式、卧式、N C工作台+N C分 度头、N C工作台+90°B轴、N C工作台+45°B轴、N C工作台+A轴°以及二轴 NC主轴等。
三、叶片结构分析
从 叶 片 的 结 构 ( 如 图 1 所 示 ) 来看,其叶身型面部分为复杂的空间曲 面,各部分的曲率、扭转变化较大,是 典型的薄壁件。由于其为动力等装置的 重要部件,工作条件较为恶劣,就对 零件本身的精度和质量提出了很高的要 求。型面的加工质量直接影响其工作性 能,还可能影响整机性能。叶片的材料 要求有很高的质量-强度比,加工中难 切削,切削抗力大,引起的变形也大。 由于其截面形状,在叶盆和叶背方向上 抵抗变形的能力也不同,进排边缘处又 较薄,加工中的形变很复杂,对数控加 工提出了很高的要求。在实际加工中,多采用如图2所示的加工流程。
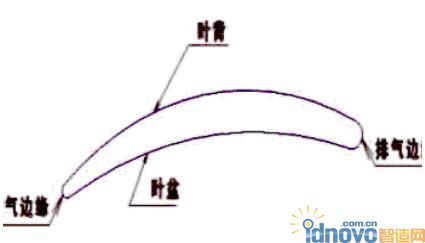
图1 叶片结构
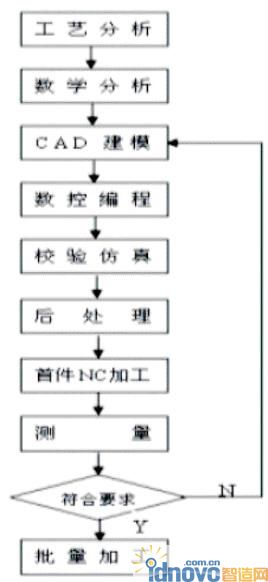
图2 加工流程
四、UG中叶片加工实例
要加工如图3所示的某型发动机静子叶片,编程过程如下。
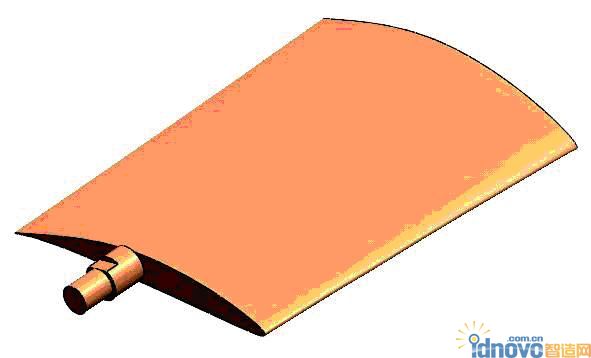
图3 某型发动机静子叶片
1.零件造型
曲面造型时,首先由图纸提供的 截面上的列表点数据定义样条曲线, 然后再完成曲面定义。
(1)曲线造型
在 U G 软 件 中 可 先 点 击“A p p l i c ati o n”→“Mo d el i n g” 进 入 造 型 模 块 , 然“Insert”→“Curve”→“Spline”或单击 ,进入样条曲线定义对话框。
,进入样条曲线定义对话框。
选择“T h r o u g h P o i n t s”→“P o i n t sf r o m f i l e”并输入样条曲线的列表 点数据文件(如y p11.d a t),单击“O K”,即可生成通过这些点的样条 曲线,如图4所示。用同样的方法生成 这个截面上的叶盆曲线,如图5所示。 对这两根样条曲线倒圆角,使它成为一 条封闭的曲线,大端的圆角为1.2m m, 小端的圆角为0.23m m,如图6所示。用 同样的方法绘制其他9个截面的曲线, 形成如图7所示的形状。
(2)曲面造型
选择“I n s e r t”→“F r e e F r o m Feature”→“Through Curves”或单击 ,依次选取10个截面的曲线,在对话框中输入容差等参数,即可由曲线生成曲面,生成相应的叶片零件,参见 图3。
,依次选取10个截面的曲线,在对话框中输入容差等参数,即可由曲线生成曲面,生成相应的叶片零件,参见 图3。
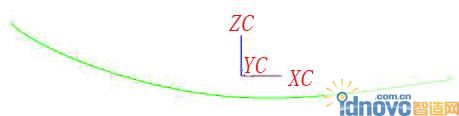
图4 样条曲线图
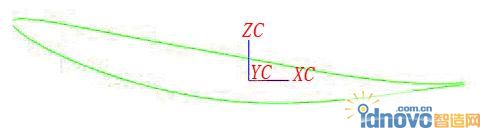
图5 叶盆曲线
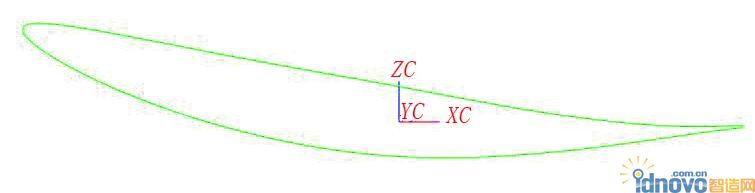
图6 倒圆角后的封闭曲线
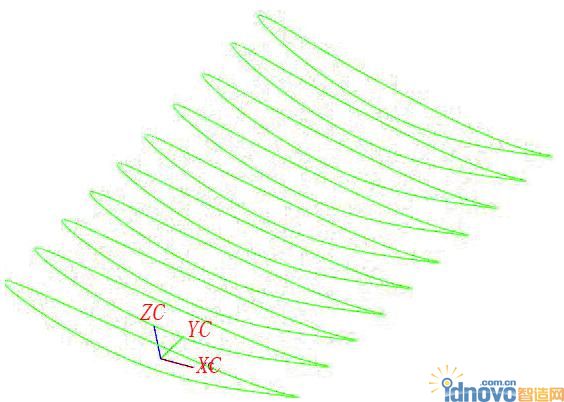
图7 9个截面曲线
2.刀位轨迹生成与仿真
在这个例子中,假定只对该叶片 进行精加工,那么生成精加工程序的过 程如下。
◎ 进入加工模块
“Application”→“Manufacturing”,单击 ,进入“Create Operation”(创建 操作)对话框,如图8所示进行设置,选用多轴加工方法中的“可变轴铣”。
,进入“Create Operation”(创建 操作)对话框,如图8所示进行设置,选用多轴加工方法中的“可变轴铣”。
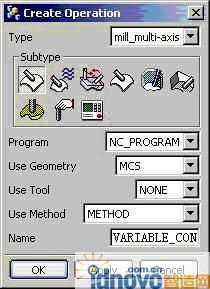
图8 创建操作对话框
◎进入“可变轴铣”对话框后,设定相应的参数,如图9所示。在“G e o m e t r y”中单击 ,选中叶片零件。
,选中叶片零件。
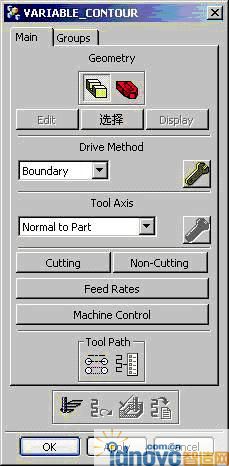
图9 参数设置图
◎在“Drive Metho d”(驱动 方法)中选择“S u r f a c e A r e a”(曲面区域)方法,进入“S u r f a c e A r e aM e t h o d ”对话框,选择叶片曲面为“D r i v e r G e o m e t r y”(驱动几何), 其他参数如图10进行设置,在“T o o l Axis”中选择刀轴为“4 Axis Normal To D r i v e r”(四轴沿驱动面法向),点击“OK”回到“可变轴铣”对话框。
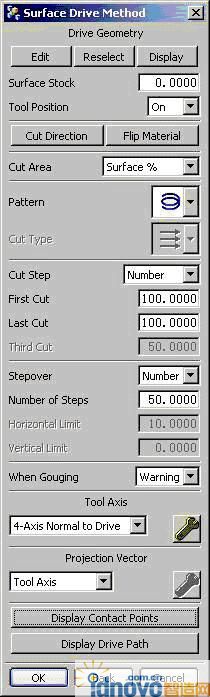
图10 Surface Area Method对话框
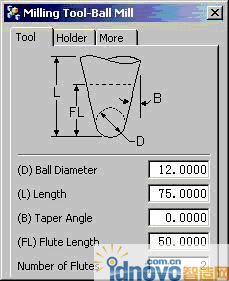
◎进入“G r o u p s”组,新建一把直径为φ 12m m的球头刀,参数如图11 所示。

a) b)
图11 刀具参数设置
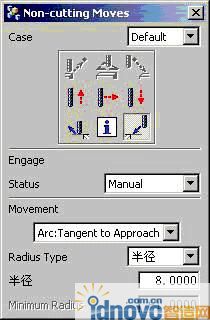
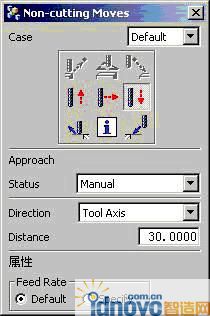
◎回到“M a i n”组,单击“N o n- C u t t i n g”,进入进退刀设置对话框,按图12设定。
◎单击 ,生成叶片加工的刀具 轨迹,如图13所示。单击
,生成叶片加工的刀具 轨迹,如图13所示。单击 ,可对生成的刀轨进行加工仿真。
,可对生成的刀轨进行加工仿真。
a) b)
图12 进退刀设置对话框
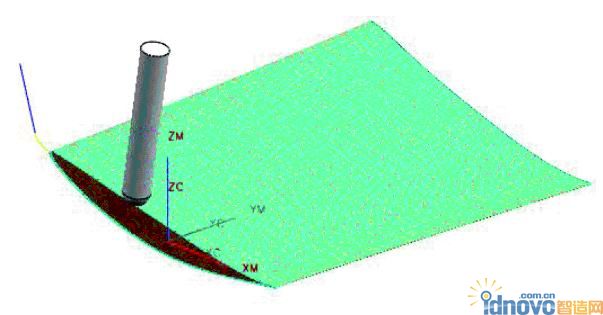
图13 叶片加工的刀具轨迹
3.后置处理,生成NC程序
单击 ,进入后置处理对话框(如图14所示),选择相应的机床特性文件,生成加工叶片零件的NC程序。
,进入后置处理对话框(如图14所示),选择相应的机床特性文件,生成加工叶片零件的NC程序。
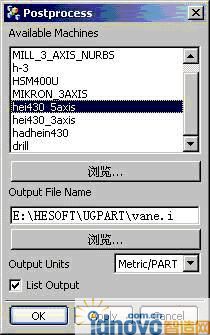
图14 后置处理对话框
部分程序如下(五轴加工):
……
N57 X-36.763 Y-170.757 Z78.51 A91.04 C10.76;
N59 X-33.86 Y - 1 7 0 . 6 3 4 Z78.422 A90.87 C10.35;
N61 X-30.999 Y - 1 7 0 . 5 0 1 Z78.055 A90.69 C10.31;
N63 X-28.165 Y-170.41 Z77.688 A90.56 C10.51; N65 X-25.305 Y - 1 7 0 . 3 6 9 Z77.591 A90.51 C10.48;
N67 X-22.423 Y - 1 7 0 . 3 2 8 Z77.572 A90.46 C10.25;
N69 X-19.553 Y-170.284 Z77.483 A90.4 C10.14;
N71 X-16.692 Y-170.247 Z77.393 A90.35 C10.1;
N73 X-13.833 Y-170.214 Z77.304 A90.3 C10.08;
N75 X-10.979 Y-170.177 Z77.195 A90.25 C10.1;
N77 X-8.128 Y-170.131 Z77.059 A90.19 C10.15;
N79 X-5.282 Y - 1 7 0 . 0 7 9 Z76.903 A90.12 C10.24;
N81 X-2.44 Y - 1 7 0 . 0 2 2 Z76.737 A90.05 C10.36;
N 8 3 X . 4 0 4 Y - 1 6 9 . 9 6 5 Z76.576 A89.97 C10.47;
N85 X3.251 Y - 1 6 9 . 9 1 2 Z 7 6 . 4 3 4 A 8 9 . 9 C10.55;
N87 X6.104 Y - 1 6 9 . 8 7 Z 7 6 . 3 1 8 A 8 9 . 8 5 C10.58;
……
五、结束语
由于叶片型面是由复杂的三维自由曲面组成,几何精度要求较高、技术 难度大,传统的加工方法无法满足叶片 的精度要求。本文旨在应用U G对叶片 进行实体建模,得到一个理想的三维叶片实体,再根据加工叶片的材料特点, 选择合理的刀具进行加工。根据叶片的 形状特点,选择合理的编程策略、走刀 路径和进退刀方式。将U G强大的功能 应用于叶片的五轴铣削加工,较好地 解决了叶片批量生产中的质量和效率问 题,能够取得良好的经济效益。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF