副标题#e# 0 引言
锥齿轮精锻工艺是指模锻齿轮时轮齿直接被锻出,齿面不再进行切削加工的精密模锻工艺。锥齿轮广泛应用于汽车、拖拉机、摩托车、坦克等的差速器中,应用面广,需求量大。用传统机械切削方式生产锥齿轮,速度慢、效率低、精度差。锥齿轮的热精锻成形技术已基本成熟,但在冷锻闭式成形技术方面,还有待进一步地改进和提高,采用冷精锻方法成形零件,可节约原材料,提高零件的力学性能,并能获得理想尺寸精度和表面粗糙度的制件,是一种高产、优质、低消耗的工艺技术,其经济效益十分可观?。但也存在变形抗力大,对模具和设备要求较高等问题。因此对锥齿轮冷精锻工艺及模具进行设计和分析十分必要的。
三维CAD系统有较好的造型工具,能实现"自顶向底"和"自底向顶"等设计方法,实现装配等复杂设计过程,使设计更加符合实际设计过程;三维造型系统能方便地与CAE系统相连,进行仿真分析;能提供数控加工所需的信息,实现CAD/CAE/CAPP/CAM的集成。基于三维CAD系统这些优点,本文利用SolidWorks三维设计软件来完成锥齿轮及其模具的设计。
l 锥齿轮精锻成形工艺
冷精锻是随着汽车工业而迅速发展起来的一种净成形工艺。精锻锥齿轮有连续的沿齿廓合理分布的金属流线和致密的组织,轮齿的强度、齿面的耐磨能力、热处理变形量和啮合噪声等都比切削齿轮的加工优越。齿轮材料为中高强度合金钢20Cr,其供应状态强度高、变形抗力大、塑性较差,存在加工硬化现象,难以进行大变形量的冷模锻成形。但若对毛坯进行充分软化退火处理,就可降低变形抗力和提高材料塑性指标。精锻锥齿轮的强度和抗弯疲劳寿命提高,热处理变形减少,生产成本降低。综上分析,决定采用冷锻成形工艺。其工艺过程为:下料一退火叶冷锻一精加工一检验一入库。冷锻成形前,要对坯料进行软化处理,在各道工序之间要进行退火处理,在冷锻前进行磷化处理。
2 模具设计
2.1 锻件
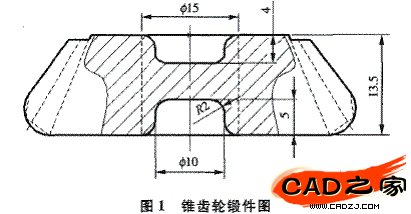
根据锥齿轮零件图及冷模锻工艺的基本要求,设计了齿轮锻件。分模面的位置选择在零件最大的外径处。在保证有效齿长的前提下,锥齿轮的大端留有冷锻成形工艺自然形成的过度圆角,如图1所示。
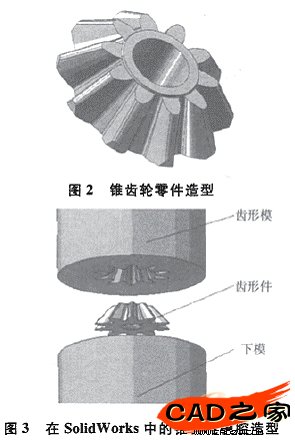
精锻锥齿轮的模具型腔都是曲面造型,形状比较复杂,为快速准确获得高质量的曲面形状,选用三维造型软件SolidWorks来完成模具和坯料的几何模型设计。由于锥齿轮的理论齿廓曲线为球面渐开线,不能展开成平面,给锥齿轮的三维造型带来极大困难。本文从背锥理论出发,结合渐开线方程和绘图软件中的造型命令,最大限度地实现了锥齿轮的真实三维造型,图2所示为锥齿轮零件的三维造型。图3所示为利用SolidWorks软件中的分型面、分型线等命令设计的锥齿轮成形模具,同时为锥齿轮工艺的数值模拟分析作准备。
2.2 模具结构设计
锥齿轮精锻模具的工作条件极其恶劣,因而对模具精度、强度、刚度以及寿命提出了更高的要求。模具的装配图如图4所示,其工作过程如下。用于普通液压机上对工件进行闭式模锻成形。工作时将毛坯放入
锥齿轮精锻工艺是指模锻齿轮时轮齿直接被锻出,齿面不再进行切削加工的精密模锻工艺。锥齿轮广泛应用于汽车、拖拉机、摩托车、坦克等的差速器中,应用面广,需求量大。用传统机械切削方式生产锥齿轮,速度慢、效率低、精度差。锥齿轮的热精锻成形技术已基本成熟,但在冷锻闭式成形技术方面,还有待进一步地改进和提高,采用冷精锻方法成形零件,可节约原材料,提高零件的力学性能,并能获得理想尺寸精度和表面粗糙度的制件,是一种高产、优质、低消耗的工艺技术,其经济效益十分可观?。但也存在变形抗力大,对模具和设备要求较高等问题。因此对锥齿轮冷精锻工艺及模具进行设计和分析十分必要的。
三维CAD系统有较好的造型工具,能实现"自顶向底"和"自底向顶"等设计方法,实现装配等复杂设计过程,使设计更加符合实际设计过程;三维造型系统能方便地与CAE系统相连,进行仿真分析;能提供数控加工所需的信息,实现CAD/CAE/CAPP/CAM的集成。基于三维CAD系统这些优点,本文利用SolidWorks三维设计软件来完成锥齿轮及其模具的设计。
l 锥齿轮精锻成形工艺
冷精锻是随着汽车工业而迅速发展起来的一种净成形工艺。精锻锥齿轮有连续的沿齿廓合理分布的金属流线和致密的组织,轮齿的强度、齿面的耐磨能力、热处理变形量和啮合噪声等都比切削齿轮的加工优越。齿轮材料为中高强度合金钢20Cr,其供应状态强度高、变形抗力大、塑性较差,存在加工硬化现象,难以进行大变形量的冷模锻成形。但若对毛坯进行充分软化退火处理,就可降低变形抗力和提高材料塑性指标。精锻锥齿轮的强度和抗弯疲劳寿命提高,热处理变形减少,生产成本降低。综上分析,决定采用冷锻成形工艺。其工艺过程为:下料一退火叶冷锻一精加工一检验一入库。冷锻成形前,要对坯料进行软化处理,在各道工序之间要进行退火处理,在冷锻前进行磷化处理。
2 模具设计
2.1 锻件
根据锥齿轮零件图及冷模锻工艺的基本要求,设计了齿轮锻件。分模面的位置选择在零件最大的外径处。在保证有效齿长的前提下,锥齿轮的大端留有冷锻成形工艺自然形成的过度圆角,如图1所示。
精锻锥齿轮的模具型腔都是曲面造型,形状比较复杂,为快速准确获得高质量的曲面形状,选用三维造型软件SolidWorks来完成模具和坯料的几何模型设计。由于锥齿轮的理论齿廓曲线为球面渐开线,不能展开成平面,给锥齿轮的三维造型带来极大困难。本文从背锥理论出发,结合渐开线方程和绘图软件中的造型命令,最大限度地实现了锥齿轮的真实三维造型,图2所示为锥齿轮零件的三维造型。图3所示为利用SolidWorks软件中的分型面、分型线等命令设计的锥齿轮成形模具,同时为锥齿轮工艺的数值模拟分析作准备。
2.2 模具结构设计
锥齿轮精锻模具的工作条件极其恶劣,因而对模具精度、强度、刚度以及寿命提出了更高的要求。模具的装配图如图4所示,其工作过程如下。用于普通液压机上对工件进行闭式模锻成形。工作时将毛坯放入
投稿或有疑问请联系:MSN:kangta868@hotmail.com QQ:1090219530
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF