1引言
“拉削”加工的生产率、精度和表面质量高,加工成本低,被广泛应用于大批量生产和其它一些难以加工的特型面的生产中。拉刀性能的优劣,将直接影响加工效率、加工精度和表面质量。目前,拉刀的机械加工工艺多以手工编制为主,这样工艺设计的周期偏长,无法快速响应工艺的修改和设计,不便于工艺文件的信息化管理。因此,将计算机辅助工艺设计技术引入到拉刀的制造工艺可以提高工艺设计的质量和一致性,大幅度缩短设计周期,提高工艺过程典型化程度和工装利用率,减少了工艺文件的重复编写,方便实现工艺文件输出和计算机管理。
20世纪70年代初,我国CAPP在推广应用成组技术的基础上开始,虽然起步较晚,但取得了很大的成绩。由于工艺过程设计问题本身的特殊性,使其自动化决策实现比较困难,无论是专家系统式还是传统式的创成式系统,完全达到企业的需求非常困难。针对工艺手段比较单一的专业化企业,以一种结合企业工艺装备实际的交互式提供一个工艺编制平台的思路,开发专门化的CAPP产品或者在CAD软件上增加编制工艺规程的模块,协助或引导工艺人员进行工艺设计,规范企业工艺行为,是解决和普及CAPP的有效途径之一。
2 矩形花键拉刀CAPP系统的设计思路
2.1 矩形花键拉刀CAPP系统需求分析
成功的CAPP系统应针对具体制造企业和制造环境进行开发。矩形花键拉刀CAPP系统主要针对标准或非标准的矩形花键拉刀,零件的范围不同,零件的复杂程度一般,因而不需要对零件进行分类编码。
本系统是一个交互式的计算机辅助工艺系统,零件工艺信息采用检索现有的工艺模板进行修改或者交互式输入的方式获取;工艺文件的输出格式为solidworks的工程图格式,可以直接打印、保存或直接调用;工艺数据内容是严格按照国家有关标准执行,数据库格式采用慨格式;工艺数据资源可以在“系统维护”子系统中直接输入,也可以在设计系统时先录入一部分然后在使用过程中再修改;整个系统是继承工艺知识、减轻重复劳动、减少人工计算、注重灵活性和实用性的一个交互式系统。
2.2矩形花键拉刀CAPP系统的总体设计和系统结构
矩形花键拉刀CAPP系统借助于工艺数据库、典型工艺、检索工艺、标准表格等功能模块,帮助工艺人员编制工艺规程、填制工艺表格,从而为工艺人员编制工艺规程提供最大限度的帮助。
系统采用体系结构是工艺图表+交互式填表+工艺检索+工艺数据管理+部分自动决策的一种结构。系统结构总图如图1所示。
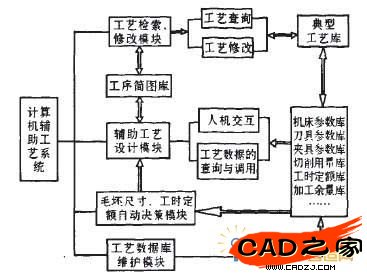
图1矩形花键拉刀CAPP系统的体系结构
3矩形花键拉刀CAPP系统的主要模块和功能
工艺检索、修改模块:可以从典型工艺库中调阅和查询预存的工艺过程卡,或者对原来的工艺过程卡进行修改。
辅助工艺设计模块:利用由VB集成的工艺过程卡交互式填写界面,直接调用SolidWorks中的工艺过程卡作为工程图模板,工艺人员在填写工艺过程卡时系统自动提供工厂现有的机床、刀具、夹具的型号参数及切削用量参数供设计人员选择,而且VB在向过程卡模板中写入的同时,也将这些数据写入后台数据库,这样便于对工艺过程卡的浏览、保存和后期管理。
毛坯尺寸、工时定额自动决策模块:在设计人员的干预下,系统可根据零件的最终尺寸自动计算工序尺寸和毛坯尺寸;可以自动设计计算辅助时间、机动时间。
工艺数据库维护模块:工艺设计人员可以很方便地对各种机床、刀具、夹具、量具、切削余量、工时定额等数据库进行添加、删除、修改等操作。通过对数据库的维护,能方便使用者根据工厂实际和习惯修改和定制各种工艺数据库,适应工厂的具体情况。
4系统开发中的关键技术
(1)定制工艺过程卡和工序卡
本系统利用SolidWorks软件提供的二次开发接口——API,结合Visual Basic语言和Access数据库,采取进程外组建程序的开发方式,定制了符合行业标准的矩形拉刀工艺过程卡和工序卡模板。通过系统可以直接调用空白的过程卡和工序卡进行工艺设计,也可以调用存储在系统中已设计好的过程卡和工序卡直接进行修改和打印。
(2)过程卡和工序卡的计算机辅助设计
本系统利用VB的ActiveX技术,直接调用SolidWorks的功能模块,利用数据库引擎和可视化数据管理器对Access数据库系统进行数据访问,修改和存储,实现了工艺过程卡、工序卡的计算机辅助设计功能和调用典型工艺库的功能及维护工艺数据库的功能。工艺过程卡子系统原理如图2所示,工艺过程卡设计界面如图3所示。
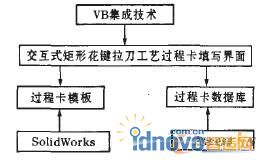
图2过程卡子系统的原理

图3工艺过程卡设计界面
(3)构建Access工艺数据库
Access数据库系统是一款功能强大的桌面数据库管理系统。无需编写程序代码,仅通过直观的可视化的操作即可完成大部分数据的管理工作。本系统利用Access构建了机床、刀具、夹具、量具、切削余量、工时定额等大量的工艺数据库。以这些工艺数据库为后台支撑,方便实现各种工艺数据的写入、存储、调用、修改,为设计工艺时自动提供相关工艺参数供选择,从而实现系统各模块的有机连接。
(4)工时定额自动计算和修改
系统根据工艺手册设计了各类机床的公式定额计算子模块,通过调用相应的工时定额数据库,系统可以分别对操作时间、装夹工件时间、松卸工件时间、测量工件时间进行设计计算,然后自动汇总为辅助时间;选择切削参数后可以自动计算机动时间;将两者自动汇总就得到工时定额。以上数据也可以在清除计算结果后重新选择参数再次计算和汇总。
(5)确定工序尺寸和毛坯尺寸
通过图样得到最终尺寸并填入系统后,在系统自动提供的加工余量表确定余量后就可以自动计算上一步的工序尺寸并将结果写入到数据库,以此类推,每道工序进行一次计算,最终计算出毛坯尺寸。
5结语
本系统是矩形花键拉刀专用的便捷实用的CAPP系统,能方便地完成矩形花键拉刀类零件的工艺过程卡和工序卡的填写,在填写过程中能快速地确定毛坯尺寸和工序尺寸;能帮助工艺人员快速选择机床和相关的工艺装备;能准确地计算出工时定额;能自动填写格式统一、规范的过程卡和工序卡。
经在企业实际应用,采用本系统能大大提高工作效率,缩短生产准备时间,保证工艺设计的规范性和一致性;推动了矩形花键拉刀工艺的标准化管理,提高了产品的质量和企业的经济效益。本系统的设计还能为其他专门化CAPP系统的开发提供新思路。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF