1 引言
计算机辅助工艺过程设计(Computer Aided Process Planning)即CAPP,通常指机械产品零件制造工艺过程的计算机辅助设计与文档编制。它是连接产品设计与产品制造的桥梁,是将企业产品设计数据转换为产品制造数据的一种技术,是制造系统的重要环节。
CAPP在现代制造业中,具有重要的理论意义和广泛迫切的实际需求。因为CAPP系统的应用,不仅可以提高工艺规程设计效率和设计质量,缩短技术准备周期,为广大工艺人员从繁琐、重复的劳动中解放出来提供了一条切实可行的途径,而且可以保证工艺设计的一致性、规范化,有利于推进工艺的标准化。更重要的是工艺BOM(Bill of Material,物料清单)数据是指导企业物资采购、生产计划调度、组织生产、资源平衡以及成本核算等的重要依据,CAPP系统的应用将为企业数据信息的集成打下坚实的基础。
2 EJ—CAPP简介
EJ—CAPP系统是由我公司自行开发的基于PDM(Products Data Management,产品数据管理)环境下的面向并行工程的集成化CAPP。该系统提供了工艺人员一个在线的、集成的并行工作环境,能进行工艺的设计与管理工作。
EJ—CAPP系统主要包括工艺数据录入模块、工艺数据管理模块、技术文档管理模块及各类查询报表等。EJ—CAPP系统的结构如图1所示。

图1 EJ—CAPP系统结构
EJ—CAPP系统具有文件、导向、工艺信息、工艺表、材料定额、校核、查询、报表和帮助九个功能模块。
2.1工艺数据录入
2.1.1材料定额
系统提供对加工零件的材料进行配置,从而产生零件加工的材料定额卡。材料定额卡信息包括材料规格、数量、加工尺寸和材料定额等。材料定额录入的操作界面如图2所示。

图2材料定额录入
材料定额卡能适应多品种规格的材料配置,并自动计算材料定额。
2.1.2工艺路线
系统提供对零件的工艺路线进行划分,从而产生工艺过程的总体布局。工艺路线录入的操作界面如图3所示。

图3工艺路线录入
工艺路线的拟定确定了零件加工所要经过的有关部门和工序的先后顺序。
2.1.3工艺加工文件
系统提供常用工艺加工过程的文件录入、修改、查询和打印输出功能。主要包括机械加工工艺过程卡、工具明细表(外购、标准)、工装明细表(专用工艺装备、组合夹具)、加工设备以及加工定额等,实现工艺文件的电子化和信息化管理。工艺加工过程卡分主表头与副表头二部分。主表头的数据由PDM系统提供,CAPP系统自动获取,副表头的数据由工艺人员根据工艺路线的划分按要求逐项录入。副表头录入的操作界面如图4所示。

图4工艺加工过程卡副表头录入
在工艺文件设计完成后,将所有的工艺数据入库,便可进行设备清单、工具清单、工装清单以及加工定额清单等的汇总。
2.2工艺数据管理
2.2.1基础数据
系统对工艺加工过程中所需的零件材料属性、工作中心、机床设备、工艺装备(包括专用工装、标准刀量辅具)、工缴和部门划分等基础数据进行集中管理和维护,使之最大限度地实现资源共享。
2.2.2工作流程
工作流程由PDM系统建立,它维护并记载工作流程中产生的数据,向相关人员提供信息,保障工作的顺利进行。工作流程如图5所示。
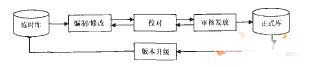
图5工作流程
在临时库中,当工艺设计人员完成设计工作时,系统提交相关的文档,供校对人员在线校对,校对通过后,经审核人员在线发放,将文档发放提交到正式库中。正式库中的数据是生产中可用数据,不可修改。在设计过程中,每一零件的工艺过程卡经发放后,形成一个版本,如果要在该版本上进行修改,系统自动在临时库中建立该版本的副本,只有在临时库中的副本才能被修改,修改完成后经发放形成一个新版本,代替正式库中的原版本。PDM系统记录了版本更改的有关信息,如果需要可追溯恢复原版本的信息。鉴于以前版本的利用率不是很大,又占用着大量的储存空间,目前系统只保留最近的三个版本。
2.2.3权限设置
权限设置由PDM系统建立。当某个用户进入系统后,PDM系统自动完成对用户的识别、对用户存取数据的权限确认等。用于保证信息的完整性、安全性及正确性,防止合法用户有意或无意的越权访问,更能防止非法用户的人侵。
2.3技术文档管理
系统提供对技术文档的录入和维护。对工艺设计过程中的所有技术文档进行管理,包括工艺简图、零件展开图以及工装图(含三维图、装配图、零件图)等。系统采用对象连接与嵌入(OLE)技术,能浏览各种类型的图档、office文档和图片文件等。技术文档录入的操作界面如图6所示。

图6技术文档录入
2.4查询报表
系统提供了各种数据的查询功能及报表生成功能。包括设计BOM数据及工艺BOM数据,供工艺人员及相关管理部门及时了解各类信息。产品组合件明细表的界面如图7所示;工艺过程卡报表的界面如图8所示;产品工装汇总表的界面如图9所示。

图7产品组合件明细表

图8工艺过程卡报表

图9工装汇总表
3 系统特点
3.1采用Client/Server体系结构的应用平台,有效地利用计算机网络资源,支持并行设计,支持分布式的数据管理。可同时打开和编辑多个不同零件的工艺设计。
3.2采用网络与数据库技术,集成地管理相关信息和过程,共享系统数据。能自动获取产品设计方面的信息,供工艺过程卡用。
3.3 极强的查询功能。系统提供了分类查询、组合查询和模糊查询三种手段,使用户在庞大的信息库中,快速准确地找到所需资料。
3.4采用面向对象技术、对象连接与嵌入技术(OLE),集成常用绘图软件(如AutoCAD、UG、Solidworks等)及字处理软件(0ffice),增强系统功能,方便用户使用。
3.5操作简便易用,用户界面友好,实用性强。图表格式与用户需求一致,屏幕显示格式与打印格式一致,实现所见即所得。
3.6运行、存取速度快。在存储容量上,能进行大到十几兆信息的图形、文本存储。
3.7完备的版本控制,支持工艺文件的自动升级,同时提供版本恢复的功能。
3.8提供二次开发接口,满足公司深层次需求,支持CAPP的后续发展。
4 实施效果
4.1可以使工艺人员方便、快捷地检索查询所需的资料,编制新的产品工艺及进行工艺文件的修改,并快速、高质量地打印出产品工艺过程卡,从而大大减少工艺人员的重复性劳动,提高工艺人员的工作效率,缩短产品的工艺编制周期。最大限度地避免了人为造成的各种错误,保证产品相关数据的一致性。
4.2提高了工艺设计的规范化,提高了工艺设计质量,有利于推广先进的工艺技术,从而提高产品质量。
4.3随着产品工艺文件不断进人CAPP系统,在编制一个新的工艺文件时,结合典型工艺和借用复制老工艺文件及相关工艺资源,能迅速形成一份新的工艺文件。
4.4由于支持常用绘图软件及办公软件,因此工艺过程卡中所涉及的工艺简图、工装图,零件展开图及各类工艺规程等都能及时入库,供各类相关人员方便查阅。电子化的查询方式,避免了需借阅资料且不能共享的弊端,使查询变得更安全、快捷。
4.5为管理部门及时提供有效的工艺BOM数据,能对工艺文件进行自动统计汇总、自动生成各种报表。例如,带工艺路线的产品单级(多级)BOM表;零件材料消耗卡;产品工装汇总表;产品加工定额(工缴)汇总表等。
4.6利用产品设计与工艺信息的共享与集成,从工艺部门向生产部门传递数据,指导企业物资采购、生产计划调度、组织生产;从工艺部门向财务部门传递数据,使之成为成本核算的重要依据。
5结束语
EJ—CAPP系统提供了一个集成化、网络化的工艺设计与管理环境。它不仅仅是完成了工艺文件的编写,提高了工艺设计效率,缩短了产品生产周期,同时积累了大量的工艺基础数据,提高了企业信息化应用水平,更重要的是为企业推广先进的工艺技术打下了扎实的基础。EJ—CAPP系统的成功实施与应用,使二纺机工艺部门的企业信息化推向了一个新的高度。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF