1.基于多代理的智能计算机辅助工艺规划系统体系结构
代理(Agent)是一种体现智力状态的实体,如信念(belief)、能力(capability)、选择(choice)和承诺(commitment)等,具有自治性、开放性、反应性、主动性等特征。MAS由多个代理组成,每一个代理具有自己的知识库和推理机,各代理按照事先约定的协议进行通信和协作,共同解决复杂的问题。这样将充分利用整个系统的知识资源,克服单个专家系统知识库的单一性,有利于求解复杂的涉及多个领域的多层次推理问题,同时利用推理的分布性,大大提高系统的并行性,从而提高系统的运行效率。MAS除了具有个体代理的特性外,还具有社会性、自主性、协作性、开放性等特征。由于MAS具有分布式并行处理、自主性、动态适应性以及易维护性等特点,非常适合用于现代集成制造系统环境下的CAPP系统。
为了满足现代集成制造系统的需要,本文提出了基于MAS的智能CAPP系统体系结构(如图1)。该智能CAPP系统由若干代理构成,所有代理协同工作,产生一个完整的工艺计划。
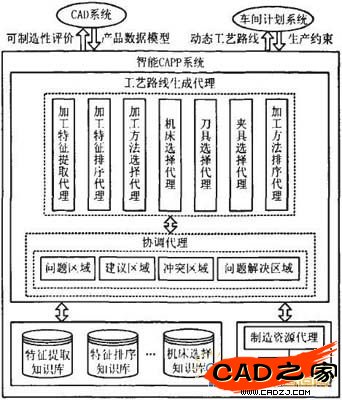
图l.基于多代理的智能CAPP系统体系结构
2.智能计算机辅助工艺规划系统组成代理的通用结构
在智能CAPP系统中,主要包括两类一级代理,即工艺路线生成代理和协调代理。工艺路线生成代理又包括了若干二级代理,如特征提取代理、特征排序代理和加工方法选择代理、机床选择代理、刀具选择代理、夹具选择代理和加工方法排序代理等,在工艺计划乍成过程中,虽然各自的具体功能不同,但是它们的基本结构是相似的。工艺路线生成代理(不包括虚线部分)和协调代理的通用结构如图2所示。
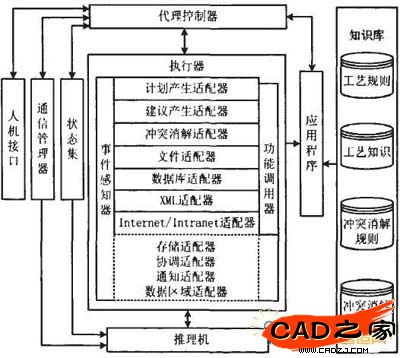
图2.工艺路线生成代理和协调代理的通用结构
工艺路线生成代理和协调代理的主要组成部分包括代理控制器、推理机、执行器、应用程序、通信管理器、状态集和知识库等。知识库由代理的基本属性、工艺计划领域知识和推理规则组成,代理的基本属性包括代理的种类、名称、能力、运行状态、任务完成状态和状态时标,知识包括零件特征、加工方法、机床、刀具和夹具等工艺计划领域知识,推理规则包括特征排序规则、加工方法排序规则等。代理控制器控制代理的启动和停止,并对各组成部分进行控制。通讯管理器接收和发送信息,实现与其他代理的协同工作,并向代理控制器汇报信息接收和发送状态。当有事件发生时,代理控制器触发执行器工作,执行器反馈任务完成状态,代理控制器对运行状态、任务完成状态和状态时标进行更新。执行器由事件感知器、各种功能适配器和功能调用器组成,事件感知器判断发生事件类型,并触发功能适配器,然后功能适配器根据所发生事件性质,确定采用哪种功能适配器来处理此事件,并由相应的功能适配器触发推理机和功能调用器进行工作。推理机根据代理的状态集信息和知识库进行推理,功能调用器则调用应用程序执行相应功能。推理结束后,由通讯管理器把推理结果发送到协调代理的数据区域,并作为新的知识进行存储。如图2所示的执行器中包含了多种功能适配器,它们的基本功能如下:
(1)事件触发。监测与自身相关的事件,触发推理机工作。
(2)传递推理条件。向知识库要求推理机在推理过程中需要的知识和规则。
(3)执行动作。执行被决定和要求的动作,并触发功能调用器。
协调代理除了具有和工艺路线生成代理相同的适配器(如文件适配器、数据适配器等)以外,还有数据区域适配器、存储适配器、通知适配器和协调适配器(如图2中的虚线部分)。
(1)存储适配器。为每一个数据区域产生存储信号,数据区域适配器利用存储信号产生事件,例如存储和取出。
(2)协调适配器。利用协调代理的知识库所包含的控制规则和事实,对各工艺代理的行为进行控制,通过协调工艺路线生成代理之间的解决方案,以及冲突消解得到完整的工艺解决方案。
(3)通知适配器。通知相关信息给所有在协调代理内注册的工艺路线生成代理,所有的信息将通过Internet适配器传输到工艺路线生成代理。
(4)数据区域适配器。用于管理四个明确的数据区域(问题、建议、解决和冲突区域)。当一个工艺路线生成代理完成了要求的工作以后,产生的所有相关的数据将被传输并存储在协凋代理的数据区域。
存储在协调代理上的工艺计划任务信息被划分为问题、建议、冲突和解决方案四类,它们被分别存储在四个相应的数据区域,即问题区域、建议区域、冲突区域和问题解决区域。问题区域包含工艺计划任务的初始问题定义和工艺计划任务的全部需求;建议区域存储各工艺计划代理产生的部分或者完整建议;冲突区域存储工艺规划期间产生的冲突;问题解决区域存储冲突消解方案和由各工艺路线生成代理产生的没有冲突的工艺计划解决方案,最后的解决方法被存储在协调代理的问题解决区域。
3.智能计算机辅助工艺规划系统基于知识的冲突消解策略
智能CAPP系统是知识高度集中的系统,在对同一零件生成工艺路线的过程中,不同的工艺代理由于自身的领域知识、考虑问题的角度和求解策略不同,对同一零件可能产生相互不满足的决策结果,这就是代理之间的冲突。加工特征排序代理关心的是加工特征只要满足优先关系约束即可,而加工方法选择代理更关心加工特征的可制造性,加工方法排序代理则关心优化目标能否实现(如加工时间最短、加工成本最低等)。不断消解产生的各种冲突,就是生成完整工艺路线的过程。因此,如何实现冲突消解,是智能CAPP系统必须考虑的问题。在工艺路线的生成过程中,加工方法选择、机床选择、刀具选择和加工路线排序等的决策通过工艺知识、规则来确定,或者通过检索历史的工艺计划来进行决策。因此,需要采用基于知识的冲突消解策略解决智能CAPP系统中各代理之间存在的冲突。在智能CAPP系统中,存在各种各样的冲突。由于各种冲突的复杂性,目前尚难提供一个能对所有的冲突进行全面解决的工具,需要提供多种冲突解决辅助工具,才能为协同工艺计划的产生提供多方面的支持。
本文主要采用基于知识的冲突消解策略,即基于规则推理(Rule-Based Reasoning,RBR)的冲突消解和基于事例推理(Case—Based Reasoning,CBR)的冲突消解。在冲突产生以后,首先利用RBR的冲突消解方法;对于冲突关联复杂,耦合度高,难以采用RBR方法消解的冲突,采用CBR的冲突消解方法,即通过求解冲突对象与冲突事例的相似度获得冲突解决的方案。如果得不到合理的工艺计划方案,则智能CAPP系统将向设计部门反馈意见,由设计部门对产品修改以后,重新进行工艺规划,这个过程可以反复进行直至得到合理优化的工艺计划。
3.1基于规则推理的冲突消解
RBR的冲突消解方法是一个从工艺路线决策的特征出发的知识运用过程。使各代理从知识运用的角度来决策工艺路线。在生产过程中,存在着多种领域知识,如加工方法选择知识、加工资源选择知识和约束知识等。以加工资源选择知识为例,用三元组的形式表示为R=(F—Name,OpM,M—Resource),其中:F—Name为特征名称,OpM表示加工方法,M—Resource为加工资源(机床、刀具和夹具)。
在机床、刀具和夹具的选择过程中,一个加工特征可能对应多个机床、刀具和夹具,即在加工特征和加工资源之间存在着一对多的关系。例如孔的加工,对应的机床可以为计算机数字控制(Computer Numerical Control,CNC)立式铣床(M1)、立式升降台铣床(M2)、钻床(M3),则机床选择知识可以表示为(孔,钻中心孔,M1or M2 orM3),这就为工艺计划决策过程中产生的冲突提供了消解的可能。约束知识可以被描述为四元组的形式:C一(Con—Name,Con-Content,Con—Type,Con-Property)。其中:Con—Name表示约束对象名称,Con—Content为具体的约束内容,Con—Type代表约束的类型,Con-Property表示约束知识的属性。
约束知识的属性可以分为紧约束和松约束。紧约束是必须满足的约束,如定位约束、装夹约束、加工特征优先关系约束、加工时间约束等;松约束是在一定条件下可以伸缩的约束,也可以叫做可伸缩约束,如在基于特征的可制造评价过程中,工艺人员从可制造性出发,提出了孔的长径比约束知识为(孔,结构工艺性约束,L/R≤5,松),当该知识与设计人员的功能知识发生冲突时,可以放松为{(孔,结构工艺性约束,L/R≤6,松),…,(孔,结构工艺性约束,L/R≤8,松)}。从中选择一条与设计人员的功能要求兼容的松约束知识替换当前的约束知识,可以解决冲突。
在协同工艺计划的决策过程中,这些领域知识通常以规则的形式进行表达,形成知识库,在一定的推理机制下实现MAS系统中各Agent间的冲突消解。在RBR冲突消解过程中,知识的表达方法有很多种,一种典型的冲突规则可表述为R=(Rm,Conflict—Content, Conflict-Resolution, Conflict—Type),其中:RID表示规则号,Conflict—Content为冲突内容,Conflict—Resolution为冲突解决方案,Conflict—Type为冲突类型。例如在孔的加工过程中,机床选择代理选择的解决方案是(孔,钻中心孔,M1),当刀具选择代理评价机床选择的建议时,根据在选择的刀具和主轴速率的情况下驱动功率的计算,发现铣床1的主轴功率满足不了要求的生产率,则机床选择和加工时间发生了冲突。此时,刀具选择代理选择的解决方案为“为零件保持需要的生产率”,加工生产率为必须满足的紧约束,机床选择代理必须采取相应措施,保证生产率要求,它采用的冲突解决策略为“选择另一个可以选择的机床”。一条关于机床选择的冲突规则表示为:
RID=规则30,Conflict-Content=机床主轴驱动功率不足,Conflict-Resolution=选择另一个可以选择的机床,Conflict-Type=加工时间冲突。
机床选择代理有两个可选择的方案,经过计算,M2可以满足生产率要求,而且节省能源。因此,通过协商得到的解决方案为(孔,钻中心孔,M2)。
在智能CAPP系统中,采用的冲突消解规则表示为If(Condition)Then(Resolution)。其中:(Condition)是对冲突内容的概括,如“机床主轴驱动功率不足”;(Resolution)则是相应的冲突消解策略,如“选择其他可以选择的机床”。基于知识的冲突消解方法是领域专家在长期的实践中经常采用,并被证明是行之有效的冲突消解方法。
3.2基于事例推理的冲突消解
CBR是对人类认知过程的模仿,支持对经验本身的描述和记忆,这一点对一些知识无法表达、规则难以提取的推理非常有效。在CBR中,以前的经验往往以脚本的形式加以保存,每一个经验称为一个实例,实例的集合组成实例库,实例库实现对实例有效的组织和管理。当要解决一个新问题时,通过检索实例库,找出与新问题最相似的一个或几个实例,通过修改实例来满足新问题。在基于MAS的智能CAPP系统中,基于实例的冲突消解过程如下:
(1)零件描述描。述新零件的特征、特征之间相对位置和每个特征的相关属性。零件的特征模型不仅包含了几何信息,还包含了工艺信息,如尺寸、公差和表面精度等。在零件建模过程中,把特征分为简单特征和复合特征,简单特征由单一面组成,包括阶梯平面和曲面;复合特征由两个以上的面组成,包括凸台、槽、腔以及孔等特征。为了准确判断各个特征之间的关系,在对零件特征建模的过程中,每个特征与第一基准面的关系定义为垂直、平行、既不垂直也不平行三种关系。干涉特征之间的关系定义为:
1)BB干涉,指两个特征具有共同的边界面。
2)BR干涉,指一个特征的边界面是另一个特征的基准面。
3)RR干涉,指两个特征有共同的基准面。
(2)零件检索。用新零件的特征,以及特征之间的相对位置作为索引,从实例库中查找可能对新零件的工艺路线提供决策支持的已有零件,形成候选实例集合。在智能CAPP系统产生工艺计划的过程中,设产生工艺计划冲突的零件Pnew的特征集为Fnew,i={a1,a2,…,an},实例库中的已有零件Pold的特征集为Fold,j={b1,b2,…,bn1),计算待求解新零件Pnew与实例库中已有零件Pold的相似度,然后按相似度的大小决定要检索的零件。可以利用下式计算它们之间的特征相似度:

式中:m为Pnew与Pold之间的匹配特征数;N1为产生工艺计划冲突的零件Pnew对于实例库中已有零件Pold的相容数,取值为集合Fnew,i∩Fold,j的元素个数;N2i为产生工艺计划冲突的零件Pnew对于实例库中已有零件Pold相同特征的位置关系匹配数。

根据式(1)和式(2),对实例库中的已有零件进行检索,根据S1的大小形成实例集且S1∈[0,1]。
(3)特征匹配。将新零件与候选实例集合中已有零件的每个特征属性(尺寸、公差和表面精度)进行匹配。检索出的实例包含的特征及特征关系均接近新零件的特征和相互位置关系,可以按照特征相似度S1的大小进行排序。此时若存有多个实例和新零件的特征相似度值相同或者相近,则可利用特征属性相似性进一步匹配。假设新零件和已有零件相同特征个数为仇,则零件间的特征属性相似度定义为:

式中:Sdim为Pnew与Pold之间匹配特征的几何尺寸相似度;Stol为Pnew与Pold之间匹配特征的公差相似度;Sfin为Pnew与Pold之间匹配特征的表面加工精度相似度;ωdim,ωtol和ωfin分别表示特征几何尺寸、公差和表面加工精度的权重。
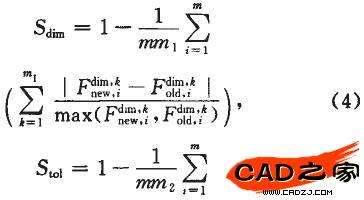


式中:m1为Pnew与Pold之间匹配特征的相应几何尺寸数量的最大值;m2为Pnew与Pold之间匹配特征的相应公差数量的最大值;m3为Pnew与Pold之间匹配特征的加工面数量的最大值;Sdim,Stol和Sfin的取值均属于[0,1],将式(4)~式(6)代入式(3),即可以得到Pnew与Pold的特征属性相似度S2,且S2∈[0,1]。
(4)排序。根据相似度大小对候选的已有零件进行排序。
(5)结果检验。检验这个解,若满足则加入到实例库中,否则分析失败原因,并根据需要,按一定的策略对相关环节作适当修改。
4.实例说明
在对零件建模的过程中,利用Pro/E提供的T00LKIT进行了二次开发,建立了基于特征的零件建模功能模块,并基于SQL Server和Visual C++6.0开发了基于CBR的冲突消解模块。例如,图3a所示的零件为需要加工的新零件,在产生工艺计划的过程中,加工特征提取代理提取该零件特征,然后加工特征排序代理基于以下约束对加工特征的优先关系进行排序:
(1)定位约束。定位特征必须先于其他相关特征加工,例如一个简单阶梯轴的加工,阶梯面必须利用端面定位进行加工,端面要优先于阶梯面进行加工。
(2)基准约束。当两个加工特征之间存在形位公差关系时,包含基准的加工特征应当被首先加工。
(3)装夹约束。当一个特征的加工影响到另一个特征的装夹时,二者之间存在着优先关系。
(4)非破坏性约束。非破坏性约束保证了后面的加工不能够破坏前面加工过程中产生的属性。例如,当要在一个圆柱上加工螺纹和倒角时,倒角先于螺纹加工。
(5)先主后次约束。工作表面和装配表面的主要加工表面应当安排在其他特征之前加工。
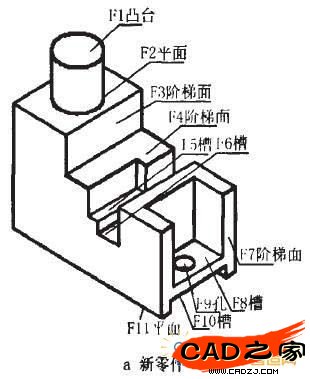
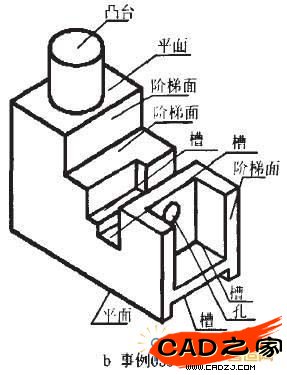
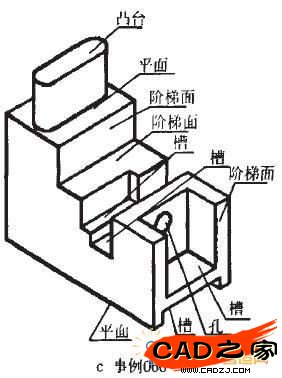
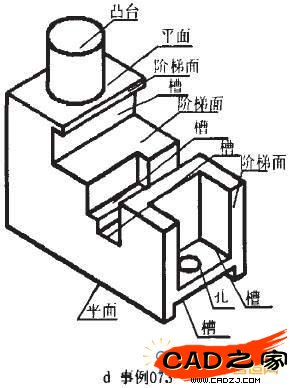
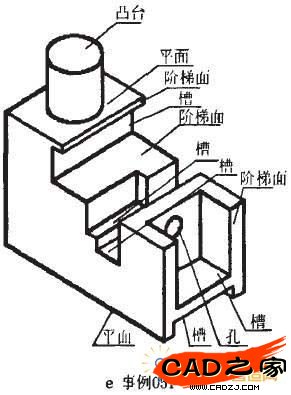
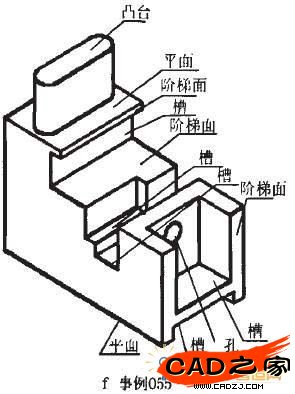
图3.新零件和已有实例零件图
基于上述加工特征排序约束,加工特征排序代理对新零件加工特征的排序结果为F11→F10→F1→F2→F3→F4→F5→F6→F8→F9→F7,并将特征排序结果放入协调代理的建议区域。加工方法选择代理利用加工工艺性、加工经济性等可制造性知识进行评价时,发现存在加工特征排序不合理,此时冲突产生。为了解决该冲突,加工方法选择代理提出“对零件加工特征重新排序”。由于该零件为非回转体零件,且干涉特征较多,加工特征排序代理基于以上约束难以正确排序,协调代理建议“基于实例进行推理”。首先利用零件检索功能进行特征匹配,从实例库中检索出五个零件,如图3所示。然后将新零件和将检索出的零件进行特征属性匹配,利用式(3)~式(6)计算各事例的相似度,如图4所示。由计算结果可知,事例073号零件和新零件的特征匹配相似度S2=0.863最大,则该零件将是最合适的,可以对其工艺计划进行修改,然后对新零件进行加工。假如仅仅利用实例确定加工特征排序和加工方法,还可以利用CAPP系统和车间生产计划系统的集成,获取车间的加工设备信息,然后利用机床选择代理进行机床选择,确定最适合的加工装备,最后由加工方法排序代理根据优化目标(加工时间最短、加工路径最短等)进行加工方法排序。
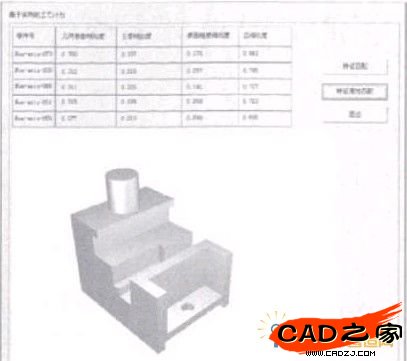
图4.新零件和已有实例的匹配
5.结束语
基于多代理的智能CAPP系统,将复杂的工艺计划问题分解为一系列子问题,然后把每一个子问题交给一个代理解决,各个代理之间通过一定的合作和协调完成对整个工艺计划问题的求解。在智能CAPP系统中,由于各代理的问题描述和求解策略不同,相同对象在不同代理内的考虑角度、评价准则不一致,必然在问题求解过程中发生冲突。智能CAPP系统的工艺计划产生过程,正是冲突产生、协商与消解的过程,从而可以得到合理、优化的工艺计划方案。该系统已经在郑州四维机电设备制造有限公司液压支架的生产过程中得到初步应用,结果表明,基于MAS的智能CAPP系统能够适应该企业产品和车间生产条件的变化,对各代理模块可以独立维护和修改,系统具有良好的可重用和可扩展的能力。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF