本文介绍了数控线切割之锥度切割的相关内容。
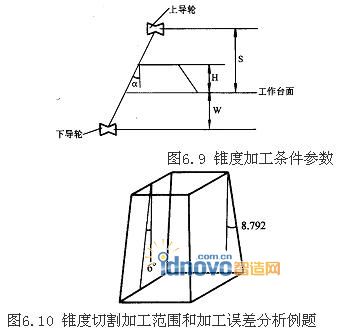
1)首先必须输入下列参数:
①上导轮中心到工作台面的距离S。
②工作台面到下导轮中心的距离W。
③工件厚度H。如图6.9所示。
2)锥度加工的建立和退出
①锥度加工的建立和退出过程如图6-10所示:建立锥度加工(G51或G52),退出锥度加工(G50)
②程序段必须是G01直线插补程序段,分别在进刀线和退刀线中完成。
③如图6.11a所示。图中的程序面为待加工工件的下表面,与工作台面重合。
④锥度加工的建立是从建立锥度加工直线插补程序段的起始点开始偏摆电极丝,到该程序段的终点时电极丝偏摆到指定的锥度值,如图a所示。
⑤锥度加工的退出是从退出锥度加工直线插补程序段的起始点开始偏摆电极丝,到该程序段的终点时电极丝摆回0°值(垂直状态),如图b所示。
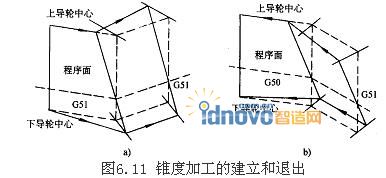
3)锥度切割加工范围和加工误差分析
① 锥度切割加工范围:±6°/50mm(不同的机床锥度切割加工范围一般不相同)。
此值只适合于轮廓光滑连接的图形。
对于轮廓不光滑连接的图形,因棱边锥角是相交两面的复合角,其值大于面上的锥角,因此当面上的锥角为6o时,棱上的锥角将大于6°,不能切割。
例如,切割锥度为6°的正方棱锥体时,棱上的锥角为8.792°,已超出±6°的切割范围,因此不能切割。如图6.10所示。
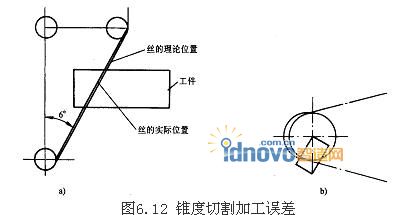
② 锥度切割加工误差。
a.快走丝线切割机床是以导轮支撑高速运行的钼丝,当进行锥度加工时,其支撑切点随着锥度的形成会有较小的变化。因此,不可避免地会带来切割误差。
b.随着U轴的移动,钼丝受偏摆拉力作用,会在导轮槽内产生不同的滑移趋势,而产生不同的V方向误差;这一误差不易作定量计算,只能作定性分析。
c.快走丝锥度切割误差是不可避免地由导轮切点变化引起的。因此在锥度切割时,为了提高切割精度,可以沿棱线45°方向进刀,或是将工件摆放成某一角度,以使导轮切点变化形成的误差在尺寸方向上相互抵消。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF