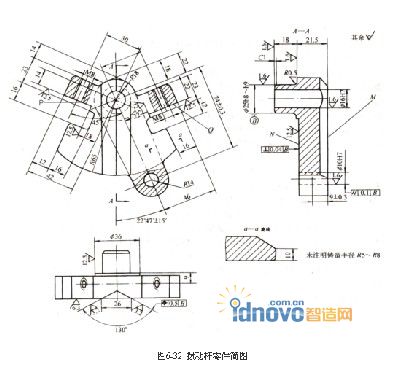
 图6-32为是某机床变速箱体中操纵机构上的拨动杆,用作把转动变为拨动,实现操纵机构的变速功能。材料为HT200,该零件的生产类型为中批量生产。分析其数控加工工艺
图6-32为是某机床变速箱体中操纵机构上的拨动杆,用作把转动变为拨动,实现操纵机构的变速功能。材料为HT200,该零件的生产类型为中批量生产。分析其数控加工工艺
1.零件图工艺分析
先对拨动杆零件进行精度分析。对于形状和尺寸(包括形状公差、位置公差)较复杂的零件,一般采用化整体为部分的分析方法,即把一个零件看作由若干组表面及相应的若干组尺寸组成。然后分别分析每组表面的结构及其尺寸、精度要求,最后再分析这几组表面之间的位置关系。由零件图样可以看出,该零件上有三组加工表面,这三组加工表面之间有相互位置要求,其具体分析如下:
三组加工表面中每组的技术要求是:
(1)以尺寸Ф16H7为主的加工表面,包括Ф25h8外圆、端面以及与之相距74㎜±0.3㎜的孔Ф10H7。其中Ф16H7孔中心与Ф10 H7孔中心的连线,是确定其它各表面方位的设计基准,以下简称为两孔中心连线。
(2)表面粗糙度Ra6.3μm平面M,以及平面M上的角度为1300槽。
(3)P、Q两平面,及相应的2×M8㎜螺纹孔。
对这三组加工表面之间主要的相互位置要求是:
第(1)组和第(2)组为零件上的主要表面。第(1)组加工表面垂直于第(2)组加工表面,平面M是设计基准。第(2)组面上槽的位置公差Ф0.5㎜,即槽的位置(槽的中心线)与B面轴线垂直且相交,偏离误差不大于Ф0.5㎜。槽的方向与两孔中心连线的夹角为22047,±15‘。
第(3)组及其他螺孔为次要表面。第(3)组上的P、Q两平面与第(1)组的M面垂直,P面上螺孔M8㎜的轴线与两孔中心线连线的夹角450。Q面上的螺孔M8㎜的轴线与两孔中心线连线平行。而平面P、Q位置分别与M8㎜的轴线垂直,P、Q位置也就确定了。
该零件加工表面较多,用普通机床加工,工序分散,工序数目多。采用加工中心可以将普通机床加工的多个工序在一个工序完成,提高生产率,降低生产成本。因此选用加工中心。
2.确定零件的定位基准
精基准的选择 选择精基准思路的顺序是,首先考虑以什么表面为精基准定位加工工件的主要表面,然后考虑以什么面为粗基准定位加工出精基准表面,即先确定精基准,然后选出粗基准。由零件的工艺分析可知道,此零件的设计基准是M平面、Ф16㎜和Ф10㎜两孔中心的连线,根据基准重合原则,应选设计基准为精基准,即以M平面和两孔为精基准。由于多数工序的定位基准都是一面两孔,因此上述的选择也符合基准统一原则。
粗基准的选择 根据粗基准选择应合理分配加工余量的原则,应选Ф25㎜外圆的毛坯面为粗基准(限制四个自由度),以保证其加工余量均匀;选平面N为粗基准(限制一个自由度),以保证其有足够的余量;根据要保证零件上加工表面与不加工表面相互位置的原则,应选R14㎜圆弧面为粗基准(限制一个自由度),以保证Ф10㎜孔轴线在R14㎜圆心上,使R14㎜处壁厚均匀。
3.工艺路线的拟定
加工工艺路线安排如下:
(1)工序1:以Ф25㎜外圆(四个自由度)、N面(一个自由度)、R14㎜(一个自由度)为粗基准定位,采用立式加工中心加工,工步内容为:铣M面;“粗铣—精铣”尺寸为130o的槽;铣P、Q面到尺寸;“钻—扩—铰”加工Ф16H7、Ф10H7两孔。为消除粗加工(钻孔)所产生的力变形及热变形对精加工的影响,在钻孔后,插入铣P、Q面的工步,以使钻孔后的表面有短暂的散热时间,最后安排孔的半精加工(扩孔)、精加工(铰孔)工步,以保证加工精度。
(2)工序2:以M面、Ф16H7和Ф10H7(一面两孔)定位,车Ф25㎜外圆到尺寸,车N面到尺寸。
(3)工序3:以M面、Ф16H7和Ф10H7(一面两孔)定位,“钻-攻螺纹”加工2×M8㎜螺孔。
由以上分析可以看到,只需要三道工序就可以完成零件的加工,工序集中,极大提高了生产率,充分地反映了采用数控加工的优越性、先进性。下面针对工序1的数控加工工艺进行分析。工序2、3分析省略。
5.刀具选择(见表6-7)

续表

6.确定切削用量(略)
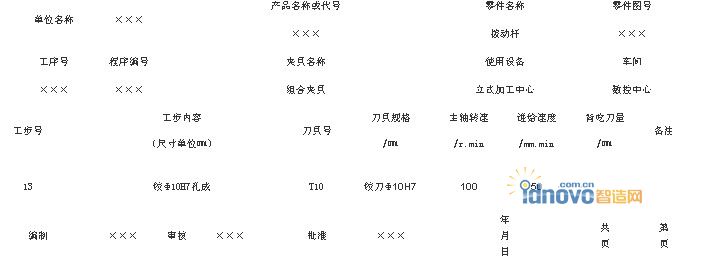
7.数控加工工艺卡片拟订(见表6-8)
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF