本文研究了氧化物陶瓷型壳制壳工艺用于钛熔模精铸的相关内容。
钛合金熔模精铸技术是为适应宇航工业的需要而发展起来的,已在宇航钛合金构件以及民用钛结构制造中得到广泛应用。实践证明,钛合金熔模精铸技术已经成为几种近无余量成形工艺中取得成效最大的一种工艺[1~3]。随着钛合金铸件的广泛应用,对其质量和实用性要求越来越严,此外,成本的高低也是限制其应用前景的一个重要指标。石墨型虽成本低但铸件表面质量较差,同时不适于生产薄壁复杂件[4],而用难熔金属面层或氧化钇面层陶瓷型壳可以浇注出高质量的钛铸件,但成本却很高 [5,6] 。为此研究了一种成本较低、适合于生产复杂薄壁件的用于钛合金氧化物陶瓷型熔模精铸的新型制壳工艺。
1实验材料及实验方法
1.1主要制壳材料
模料:所选模料的性能如表1所示。蜡模主体采用专门用于铸钛的进口蜡料,浇口部分采用成本较低、性能也能达到要求的自制蜡料,分别压制成型后,焊合成蜡模组。
表 1钛精铸用模料的性能

面层及邻面层浆料:耐火材料的主要成分为二氧化锆,尺寸为30μm以下。采用有机锆溶胶作为粘结剂,胶的尺寸与耐火材料相匹配,应为10~15nm。
面层及邻面层撒砂:面层采用主要成分为二氧化锆砂,尺寸为150~300μm。为降低成本,邻面层采用主要成分为ZrO 2 . SiO 2 的锆英砂。结果表明,在铸件中未见到Si元素的扩散,所以采用锆英砂是可行的。
背层制壳材料:采用硅溶胶作为粘结剂,采用莫莱石粉和砂作为耐火材料。
1.2制壳方法
面浆的加料顺序依次为粘结剂、耐火材料粉、微量添加剂。微量添加剂的作用是提高涂料的稳定性,提高与模料的润湿性等,并能防止干燥之后的面层遇水回溶,所选用的微添加剂为有机物质,能在高温焙烧过程中除去。面浆需在室温(约20℃)在空气中搅拌2h以上,后经1h的回性即可使用。
邻面浆与面浆原料相同,制作过程也相同,只是浓度略小。背浆的加料顺序为粘结剂,耐火材料粉。背浆也需连续搅拌2h以上,经回性后方可使用。背层视铸件大小,一般需涂挂4~9层。
干燥工艺:面层及邻面层的干燥时间均为24h,温度为20℃,相对湿度不小于60%,背层的干燥时间为不小于4h,其它条件与面层相同。
脱蜡工艺:采用微波脱蜡,所用的设备为大内腔尺寸,1500W可调强度的微波炉。
焙烧工艺:经过脱蜡的型壳在不需气体保护的焙烧炉中焙烧。
2主要制壳工艺参数的优化选择
在所有的制壳工艺参数中,对型壳质量并最终对铸件质量影响较大的有:面浆的成分,即粉液比,脱蜡及焙烧工艺参数 [7] ,本研究针对实验室现有设备对上述参数进行了深入的研究并优化选择。
2.1粉液比对面层涂层厚度和悬浮率的影响
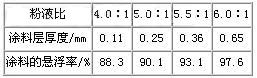
粉液比对面层涂层厚度和涂料的悬浮率的影响见表2。结果表明面浆粉液比越大,面层涂料的厚度越大,涂料的悬浮性越好。一般认为如果面层涂料过薄(<0.2mm),则型壳表面将受到撒砂的影响,粗糙度提高。如果涂料过厚(>0.6mm),则涂料流动性差,易堆积,在干燥或焙烧过程中易产生裂纹 [7] ,这一点在本研究中也得到了证实,因此在本研究中的粉液比应控制在5.0∶1~6.0∶1之间。
表 2粉液比对涂料性能的影响
2.2粉液比及型壳焙烧温度对室温及高温残余强度的影响
粉液比对室温及高温残余强度的影响如图1所示。强度试样是由5层面浆与面砂组成,每层干燥24h,连续涂挂,焙烧4h。所测试的强度为抗弯强度。
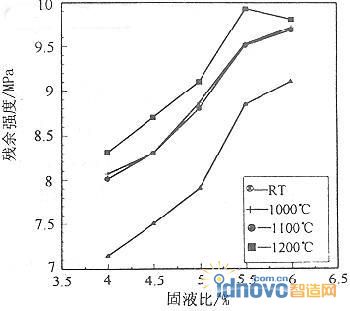
图 1粉液比对面层残余强度的影响
结果表明,粉液比提高,型壳试样抗弯强度提高。焙烧温度提高,抗弯强度也随其提高。由于ZrO 2 在1100℃附近发生相变,所以在此温度附近强度提高不显著,但由于相变过程中,晶格排列不稳定,能量提高,活性提高,所以在实际生产中应避开这一焙烧温度。在经1200℃焙烧之后,高粉液比涂料(6.5∶1)强度略有降低的原因是:由于涂层过厚,在高温焙烧过程中内部缺陷略有增加,从而影响其强度。由表2和图1的结果表明,面层材料的粉液比的最佳值为5.5∶1。而焙烧温度最好在1200℃左右,但对于小件焙烧温度也可定在1000~1050℃左右。
2.3脱蜡工艺参数的优化选择
对于本研究铸造的150mm×100mm铲形铸件,其厚度为2.5mm,在微波脱蜡过程中,微波强度与脱蜡时间的关系如图2。
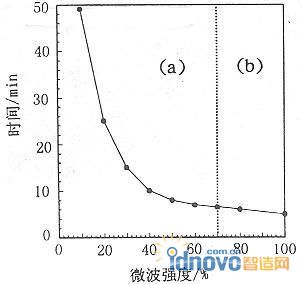
图 2微波强度与脱蜡时间的关系
(a) 内表面完好;(b) 内表面有微裂纹
图中a区,即微波强度小于70%时,脱蜡后型壳内部表面光洁,很少有残蜡,并无可见裂纹。当微波强度过大时(b区),脱蜡后型壳虽整体完好,但内面层有少量裂纹,随微波强度增加裂纹的数量也增加,产生这种现象的原因可能是因为加热速度过快,由于内外层热膨胀系数不同而产生的内应力来不及松弛。因此本研究采用的微波强度为50%,脱蜡时间大约8min。经过其它实验表明,此脱蜡工艺不仅适用于本研究的铲形件,同样适用于其它形状和尺寸的零件。
3 熔炼、浇注及铸件表面质量分析
3.1熔炼及浇注
由于钛合金熔点高、化学活性强,熔炼与浇注必须在真空或惰性气体保护下进行。本实验采用水冷铜坩埚真空感应炉进行熔炼和浇注,其主要工艺参数如表3。采用Ti-6Al-4V合金,所铸造的为一种航空航天构件,尺寸为150mm×100mm,厚度2.5mm,型壳预热温度300℃,重力浇注,浇注后型壳完好,没有开裂,清理后的铸件如图3所示。
表 3钛合金主要熔炼参数


图 3钛合金铸件
3.2铸件表面质量分析
所铸铸件表面呈银白色,铸件轮廓清晰,表面无流痕和冷隔。表面粗糙度Ra6.3μm。
对铸件进行X光衍射分析表明,铸件表面有Ti,ZrO 2 和Ti 2 O,产生Ti 2 O的原因是在高温下ZrO 2 与Ti发生反应,反应方程式如下:
ZrO 2 +Ti=Zr+TiO x +O y
Zr和O向钛铸件中扩散,构成了反应层。
对铸件截面进行电子探针检测,测量锆截面的线分布和面分布,其结果如图4所示。铸件中锆的反应深度为25~50μm。
4结论
(1) 采用主要成分为二氧化锆的砂和粉作为耐火材料,采用有机锆溶胶作为粘结剂,研究了一种经济有效的适合钛铸造的熔模精密铸造制壳工艺。
(2) 系统地研究了粉液比、焙烧温度、微波脱蜡时间等工艺参数对涂料性能和型壳性能的影响,从而确定了最佳工艺参数。
(3) 采用水冷铜坩埚真空感应炉铸造出了完整清晰的航天用铲形件,铸件的外形尺寸为150mm×100mm,厚度为2.5mm。铸件表面粗糙度Ra=6.3μm,反应层厚度为25~50μm。
图 4锆的线分布和面分布探针照片
(a) 铸件显微组织;(b) 线分布;(c) 面分布
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF