本文介绍了数控车削系统的活塞外圆加工相关内容。
活塞外部型面的加工精度对内燃机的运行性能、油耗和废气排放有决定性影响。活塞工作于高温、高压和周期性冲击的恶劣环境中,受力变形和热变形非常严重且不均匀。为了使工作状态下活塞的外部形状能与圆柱形缸体相适应,活塞在常温下的外部形状通常都设计为异型型面。其沿自身轴线剖面的形状为近似腰鼓形,垂直于自身轴线剖面的形状为近似椭圆形。为满足使用要求,活塞外圆的加工方法一般为车削。而要车削出异型截面的活塞,传统上采用机械靠模仿型方法。但靠模制造困难,易磨损,频响低,活塞换型难,严重制约了加工精度和加工效率的提高。近年来,国内外都在研究将数控技术应用于活塞外圆的加工,并取得了很大进展。我们研制的PTC系列活塞外圆数控车削系统,经国内近30家企业使用,取得了很好的经济效益。
1 活塞外圆数控车削系统的技术难点
(1)活塞外形的输入 如果采用一般数控程序描述活塞外形,数控程序将十分庞大和复杂。把垂直于活塞轴线、距活塞止口处的距离为Z的横截面的最大直径(一般垂直于销孔轴线)D称为截面的大径,最小直径(一般平行于销孔轴线)d称为该截面的小径,E=D-d称为该截面的椭圆度,形状描述P称为截面形式。活塞图纸上用列表型值点的形式或数学公式的形式给出上述三组数据或函数为

式中:f表示横截面外圆轮廓线上任意点P的向径与大径方向间的夹角。这些描述以分段形式给出,每段区间连续光滑,区间连接处为跳变断点。在我们的系统中,如果图纸给出的是数学公式,则用户可在函数列表中选择或直接输入函数公式,控制系统接受并检查函数表达式的正确性、分段区间的完整性和函数值域的合理性:如果给出的是型值点,则检查型值的合理性、分段区间的完整性和拟合函数值域的合理性,并根据型值点处于区间内部的情况将拟合曲线向区间端点延伸。拟合函数采用两端点自由形式的三次样条,延伸段采用与首尾型值点斜率相同的两直线段。最后将处理结果转换为数控数据,必要时与传统数控指令进行融合,并将数控数据以图形方式输出。输出图形与传统活塞图纸的表达形式相一致,便于用户检查与校对。
(2)实现高频响的途径 普通数控系统的X轴的频响为1Hz左右,加速度为1g(重力加速度)左右,且受到机械爬行和反向间隙的影响。由于活塞为异型截面,要求X轴的频响为120Hz以上,加速度为9g以上,因此必须增加一个与X轴平行的高频响的第二个X轴,我们称此轴为直线轴。我们采用音圈式直线电动机及直线伺服部件作为直线轴的无间隙传动执行机构,频响高于135Hz,加速度大于13g,满足了车削异型截面的要求。
(3)高分辨率的实现方法 普通数控系统的X轴的控制精度为微米级,而活塞横截面大径附近的控制精度要求在亚微米级,采用传统的控制方法不能满足要求。由于活塞横截面上直线轴的相对位移小于±0.5mm,所以我们采用12或16位数模转换器来控制直线轴相对X轴的位移,满足了控制精度要求。
(4)高频响四轴联动的控制方法 如果采用普通具有伺服主轴的四轴联动数控系统,不仅成本太高,而且不能满足控制的实时性要求。如主轴每转过1°对直线轴控制1次,则控制频率应高于15kHz,普通数控是无法达到的。我们对X轴和Z轴采用了通用数控系统的控制方法,而主轴转角和直线轴的联动采用了转角为主,双轴联动的方法。主轴上安装有主轴编码器,计算机通过中断方式检测主轴的转角,中断处理程序根据主轴转角、Z轴和X轴的当前位置控制直线轴。这样既满足了四轴联动和实时性要求,又可以使用一般主轴而不必采用伺服主轴。在这种思想指导下,控制系统还可以进一步简化:由于活塞外轮廓表面的最大直径和最小直径之差一般小于2mm,活塞的加工为流水线大批量生产,可以用手动X轴调整一批活塞的最大直径,用直线轴控制刀尖相对于最大直径的相对位移,而在加工过程中不控制X轴,就可满足绝大部分活塞的加工要求。这样,在通用车床的Z轴上再安装一位置检测编码器,由计算机根据主轴转角和Z轴位置控制直线轴,就可完成对活塞外轮廓的加工。在这种情况下,主轴和Z轴都可以采用普通交流电动机驱动,X轴通过手柄调整,系统成本可大幅度降低。
(5)直线轴控制参数的调整方法 对于直线轴,经扫频和系统辨识可得到其动力学模型为一个近似的二阶系统,用传递函数表示为 式中:u为加在控制端的输入电压,y为直线轴的位移,k为静刚度,T为时间常数,Z为阻尼比。对直线轴的机械结构进行精细设计,合理选择伺服部件的静刚度和运动部分的质量,可以得到满足使用要求的时间常数T和静刚度k。由于阻尼系数的动态性能有决定性影响,所以如果z过小,则其阶跃响应振荡次数多,超调量大,影响工件的轮廓度和表面粗糙度。机械部件调整阻尼比难于实现,我们通过在直线轴的运动件上安装速度传感器,由电子线路为系统提供适当的阻尼比。这样不仅容易实现,而且调整范围宽,阻尼比稳定,调整方法简单。
式中:u为加在控制端的输入电压,y为直线轴的位移,k为静刚度,T为时间常数,Z为阻尼比。对直线轴的机械结构进行精细设计,合理选择伺服部件的静刚度和运动部分的质量,可以得到满足使用要求的时间常数T和静刚度k。由于阻尼系数的动态性能有决定性影响,所以如果z过小,则其阶跃响应振荡次数多,超调量大,影响工件的轮廓度和表面粗糙度。机械部件调整阻尼比难于实现,我们通过在直线轴的运动件上安装速度传感器,由电子线路为系统提供适当的阻尼比。这样不仅容易实现,而且调整范围宽,阻尼比稳定,调整方法简单。
(6)解决光电隔离的时间延迟与高控制频率间的矛盾 由于数控系统要工作在工业生产线上,我们对所有输入输出信号都进行了光电隔离。但由于系统控制频率高,简单地采用普通光电隔离器件不能满足使用要求。我们采用了脉冲展宽(通过74LS221)、高速光耦(6N137)、时间片复用、可重入中断处理程序等一系列技术措施,保证了对控制的实时性要求。
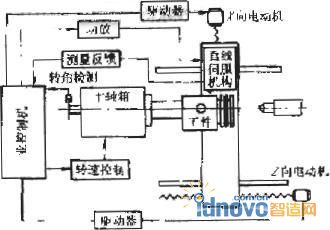
图1 系统硬件结构
2 系统的硬件结构
系统的硬件结构如图1所示。采用486以上工业控制机,通过带8路中断的32路数字量输入和32路数字量输出接口板,完成对机床操作面板和机床工作状态的监测与控制:通过4路D/A板和数字量接口板完成对直线轴、主轴变频器和伺服轴的控制:通过3路定时器板完成系统的各种定时。图中主轴的转速控制可为变频调速、双速电动机、普通电动机加手柄变速等:X伺服轴可有可无,无X轴时由手柄调整:Z轴可为交流或直流伺服、步进电动机、普通交流电动机等。硬件系统的配置情况,包括脉冲当量、加减速时间、插补允差、控制方式、机床操作面板的信号分配情况和信号的有效极性等,可通过系统的配置文件进行调整,系统根据配置文件决定对各个轴的控制方式并完成控制过程。系统配置时应使各部件在失电、断开、失效时提供给控制机的输入信号为无效状态。
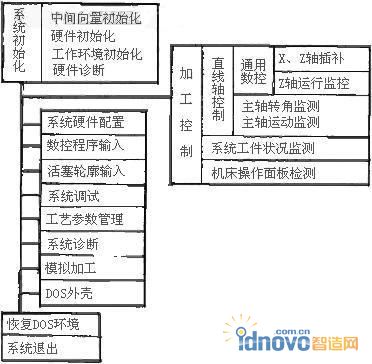
图2 系统硬件结构
3 系统的软件结构
系统的软件结构如图2所示。控制软件运行于保护模式,用PASCAL、汇编和C语言混合编制,多窗口交互式工作方式。在平时进行加工时,既可用键盘操作,也可用机床操作面板操作。用户界面为汉字界面,而目前的大多数汉字系统都采用了直接写屏技术,直接写屏的刷新由中断级别最高的1NT8完成。屏幕刷新时间需要数百微秒,这对控制的实时性要求为数十微秒的系统是不能允许的。因此,在实际加工过程中,应对1NT8进行屏蔽或替换,取消汉字系统的动态刷新,才能保证系统的正常运行。
图2中,通用数控模块当具有X轴时使用X、Z轴插补,当不具备X轴时使用Z轴运行监测:直线轴控制是建立在通用数控和主轴转角监测之上的:加工控制中具备机床操作面板和系统工作状况监测:开机后30s如不进行键盘操作则直接进入加工控制:初始化后左边的一系列模块间的关系为平行并列关系,可并行或串行运行:右边一系列模块和加工控制模块间的关系为互斥关系,不能同时运行,它们之间通过键盘进行转换:在不加工环槽或储油槽时,数控程序输入模块被加工参数填表输入模块所替代,以降低对用户技术水平的要求:DOS外壳便于用户运行一些实用的DOS命令:系统诊断为系统的维修和调试而设。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF