利用普通车床去加工角轮这类有角度的机械零件常用有两种方法:一种是当车削较短的圆锥角度时,一般是用转动小滑板法,车削时把小滑板转动一个圆锥半角a/2,使车刀的运动轨迹与所要车削的圆锥素线平行即可,同时要注意转动小滑板时一定要留意转动方向正确。另一种是用成型刀加工法。这两种方法存在的缺点是:因受小滑板的行程限制,只能加工长度较短的圆锥;车削时只能手动进给,劳动强度大;表面粗糙度难以控制;用成型法车床要具有良好的刚性,否则容易引起振动,并只适用于车削较短的外圆锥;生产效率低。所以车工师傅因其加工效率低都不愿加工这类零件,特别是凹槽类零件更不愿加工。随着科学技术的飞速发展,数控车床由于具有高效率& #65380;高精度& #65380;和高柔性的特点,在机械制造业中得到日益广泛的应用,已成为目前应用最广泛的数控机床之一。上述零件在数控车床上编程加工就能达到事半功倍的效果
本地是石材生产基地,有很多生产桥切机的石材机械厂,桥切机上有很多个导轨角轮是属于凸凹槽零件,如图1、图3所示,由于厂家多数是用普通车床加工这些零件,厂家知道本校有数控车床就要求帮其加工这些零件。
一、凸槽角轮的数控加工
1.零件图的工艺及难度分析
如图1所示,该零件包括内& #65380;外圆柱面,端面,夹角为110°的两个锥面的加工。难度在于两个锥面较难加工,特别是靠近三爪卡盘处的锥面,刀具要用左偏刀,工件坐标系设定有一定的难度。
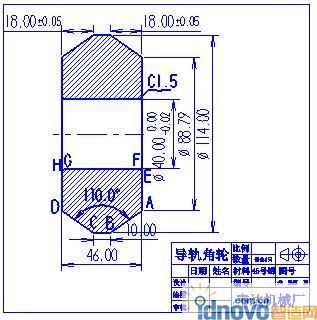
图1 凸槽角轮零件图
2.加工方案的确定
从厂家处了解到毛坯为Φ120×56mm的45#圆钢,他们在普通车床的加工方法是车出一端装夹位后一次加工出来,再掉头把装夹位用端面刀切去。我们经过讨论确定有两种方案。
方案一:用焊接驳长工件去加工的方法。考虑到本校有一批Φ60mm废旧圆钢管及本校刚有两个考证实习班,为了减少厂家的材料成本,我们要求厂家可将毛坯长度由56mm减少到50mm再要求学生在焊工实训时把长60mm钢管焊在已加工好端面的工件中心上(要焊牢),加工时用三爪卡盘装夹焊接钢管就可以一次加工出来,加工完后调头加工另一端面至尺寸。这样可以一物多用。
方案二:采用心轴夹具装夹的方法加工。我们请工厂的老师傅到学校车间实地指导,他们要求把数控车床重新校正水平,并把三爪卡盘的三个卡爪的各个基准面用车刀重新精加工。采用心轴夹具装夹的方法是用两台数车分两个工序进行加工,即先用一台数车加工内孔及长度至尺寸,再用另一台数车把工件装夹在图2所示的心轴夹具上以内孔为定位基准进行加工。
经过对比,第二个方案加工出的工件经厂家质检能达到形位公差要求。其最大的优点是:可减少对刀次数;提高效率(每只零件加工时间可节省20分钟);节省零件材料成本。所以采用方案二进行加工。
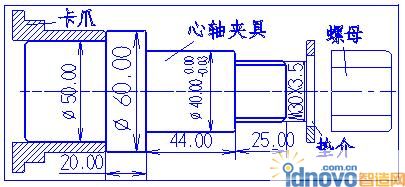
图2 心轴夹具
用两台数车分两个工序进行加工。
(1)第一台数车的加工方案
◎夹住工件一头,用1号端面刀加工端面;
◎换2号外圆刀加工外圆至Φ118mm,长度为30mm,作为调头后的基准;
◎用钻头钻Φ35mm的通孔;
◎调头装夹已加工外圆面,找正,换1号端面刀加工端面至长度为46mm;
◎换3号内孔刀加工内孔至尺寸;
◎检查,校核。
(2)第二台数车的加工方案
◎把已加工好内孔的工件装夹在心轴夹具上并锁紧,换1号右偏刀加工零件右边部分;
◎换2号左偏刀加工左边部分。
◎检查,校核。
3.数值计算
(1)设定程序原点
以工件右端面与轴线的交点为程序原点建立工件坐标系。
注意:由于2号刀是由刀宽为8mm的切断刀改装而成,对刀时用左刀尖碰工件右端面后,在刀偏表2号刀的试切长度栏处设Z=8(刀宽8mm),即系统以右刀尖为刀位点。
(2)计算各节点位置坐标值
A(88.79,0),B(114,–18),C(114,–28),D(88.79,–46)。
4.加工程序
表1 程序卡
|
数控车床程序卡 |
编程原点 |
工件右端面与轴线的交点 |
编写日期 |
| ||
|
|
零件名称 |
角轮 |
零件图号 |
图2 |
材料 |
45#圆钢 |
|
|
车床型号 |
|
夹具名称 |
心轴夹具 |
实训车间 |
数控室 |
|
程序号 |
%0088 |
编程系统 |
华中世纪星系统 | |||
|
序号 |
程序 |
说明 | ||||
|
N1 |
T0101 |
选择1号外圆刀 | ||||
|
N2 |
M3S500 |
主轴正转,转速为500r/min | ||||
|
N3 |
G0X150Z100 |
建立工件坐标系 | ||||
|
N4 |
X122Z2 |
快速靠近工件附近 | ||||
|
N5 |
G71U2R0.5P6Q9X0.5Z0F150 |
外圆粗车循环,每次切削深度U:2mm(半径值),每次退刀量R:0.5,X方向精加工余量0.5mm(直径值) 第6段为精加工开始段,第9段为精加工结束段 | ||||
|
N6 |
G01X88.79F100 |
精加工轮廓的起始段, 刀具以100mm/min的进给速度直线切削到A点X坐标 | ||||
|
N7 |
Z0 |
刀具直线切削到A点Z坐标 | ||||
|
N8 |
X114Z–18 |
刀具直线切削到B点 | ||||
|
N9 |
Z–47 |
精加工轮廓的结束段, 刀具直线切削到Z–47长度处 | ||||
|
N10 |
G00X150Z100 |
刀具快速退回到起点 | ||||
|
N11 |
T0202 |
换2号左偏刀 | ||||
|
N12 |
M3S400 |
主轴正转,转速为400r/min | ||||
|
N13 |
G0X150Z100 |
建立工件坐标系 | ||||
|
N14 |
X115Z2 |
快速靠近工件附近 | ||||
|
N15 |
Z–47 |
刀具快进到Z–47长度处 | ||||
|
N16 |
G71U1R0.5P17Q19X0.5Z0F100 |
外圆粗车循环,每次切削深度U:1mm(半径值),每次退刀量R:0.5,X方向精加工余量0.5mm(直径值) 第17段为精加工开始段,第19段为精加工结束段 | ||||
|
N17 |
G01X88.79F90 |
精加工轮廓的起始段, 刀具以90mm/min的进给速度直线切削到D点X坐标 | ||||
|
N18 |
Z–46 |
刀具直线切削到D点Z坐标 | ||||
|
N19 |
X114Z–28 |
精加工轮廓的结束段, 刀具直线切削到C点 | ||||
|
N20 |
G00X150Z100 |
刀具快速退回到起点 | ||||
|
N21 |
M30 |
主轴停,程序结束 | ||||
加工外圆锥体程序如表1所示(注:刀尖圆弧半径忽略不计)。
二、凹槽导轮的数控加工
1.零件图的工艺及难度分析
如图3所示,该零件包括内圆阶梯孔,外圆柱面,夹角为90°的两个V型凹槽斜面。毛坯尺寸为Φ110×55mm。

图3 凹槽导轮零件图
难度分析:两个Φ62mm的轴承孔尺寸精度高;两个轴承孔同轴度要求高;90°的两个V型凹槽难加工。
2.加工方案的确定
用两台数车分两个工序进行加工。
(1)第一台数车的加工方案
◎夹住工件一头,用一号端面刀加工端面;
◎用钻头钻Φ40mm的通孔;
◎换2号外圆刀加工外圆至Φ108mm,长度为30mm,作为调头后的基准;
◎调头装夹已加工外圆面,找正,换1号端面刀加工端面至长度为51mm左右;
◎换3号内孔刀加工直径为Φ62mm,深度20mm的轴承孔及Φ52mm,长度为30mm的内孔至符合尺寸;
◎检查,校核。
(2)第二台数车的加工方案
◎用反爪装夹Φ62mm的轴承孔(垫铜片),找正,用1号端面刀精加工端面至长度为50mm;
◎换2号内孔刀加工另一个Φ62mm的轴承孔至符合尺寸;
◎换3号外圆刀加工外圆至Φ105mm;
◎换4号机夹切断刀加工V型凹槽。
◎检查,校核。
3.数值计算
(1)设定程序原点
以工件右端面与轴线的交点为程序原点建立工件坐标系。用4号机夹切断刀对刀时,用左刀尖碰工件右端面后,在刀偏表4号刀的试切长度栏处输入Z=0,再在刀偏表5号刀的试切长度栏处输入Z=4(刀宽为4mm)。即编程时执行刀具功能T0404是加工V型槽左边部分,执行刀具功能T0405时加工V型槽右边部分。
(2)计算各节点位置坐标值
A(101,0),B(105,–2),C(105,–10),D(81.0,–22),E(74,–22),F(74,–28),G(81.0,–28),H(105,–40),I(105, –48),J(101, –50)。
4.加工程序
加工外圆及V型槽程序如表2所示(注:刀尖圆弧半径忽略不计)。
表2 程序卡
|
数控车床程序卡 |
编程原点 |
工件右端面与轴线的交点 |
编写日期 |
| ||
|
|
零件名称 |
滑块角轮 |
零件图号 |
图3 |
材料 |
45#圆钢 |
|
|
车床型号 |
|
夹具名称 |
|
实训车间 |
数控室 |
|
程序号 |
%0089 |
编程系统 |
华中世纪星系统 | |||
|
序号 |
程序 |
说明 | ||||
|
N1 |
T0303 |
选择3号外圆刀 | ||||
|
N2 |
M3S500 |
主轴正转,转速为500r/min | ||||
|
N3 |
G0X150Z100 |
建立工件坐标系 | ||||
|
N4 |
X112Z2 |
快速靠近工件附近 | ||||
|
N5 |
X101 |
快速移动到A的X坐标处 | ||||
|
N6 |
G01Z0F100 |
刀具以100mm/min的进给速度直线切削到端面A点处 | ||||
|
N7 |
X105Z–2 |
倒角 | ||||
|
N8 |
Z–50 |
刀具切削到Z–50处 | ||||
|
N9 |
G00X150Z100 |
刀具快速退回到起点 | ||||
|
N10 |
T0404 |
选择4号切断刀,执行4号刀补 | ||||
|
N11 |
M3S350 |
主轴正转,转速为350r/min | ||||
|
N12 |
G0X150Z100 |
建立工件坐标系 | ||||
|
N13 |
X106Z2 |
快速靠近工件附近 | ||||
|
N14 |
M8 |
开冷却液 | ||||
|
N15 |
Z–27 |
刀具快进到零件中线处 | ||||
|
N16 |
G01X74F15 |
刀具以15mm/min的进给速度直线切槽到E点X坐标 | ||||
|
N17 |
G00X106 |
刀具快速退回 | ||||
|
N18 |
G71U1R0.5P19Q22X0.5Z0F100 |
外圆粗车循环,每次切削深度U:1mm(半径值),每次退刀量R:0.5,X方向精加工余量0.5mm(直径值) 第19段为精加工开始段,第22段为精加工结束段 | ||||
|
N19 |
G1X74F80 |
精加工轮廓的起始段, 刀具以80mm/min的进给速度直线切削到F点X坐标 | ||||
|
N20 |
Z–28 |
刀具切削到F处 | ||||
|
N21 |
X81 |
刀具切削到G处 | ||||
|
N22 |
X105Z–40 |
精加工轮廓的结束段, 刀具加工到H点 | ||||
|
N23 |
G00X106Z–27 |
刀具回到G71加工前起点处 | ||||
|
N24 |
T0405 |
刀具执行5号补偿值,以右刀尖为刀位点 | ||||
|
N25 |
G71U1R0.5P26Q29X0.5Z0F100 |
外圆粗车循环,每次切削深度U:1mm(半径值),每次退刀量R:0.5,X方向精加工余量0.5mm(直径值) 第26段为精加工开始段,第29段为精加工结束段 | ||||
|
N26 |
G1X74F80 |
精加工轮廓的起始段,刀具以80mm/min的进给速度直线切削到E点X坐标 | ||||
|
N27 |
Z–22 |
刀具切削到E处 | ||||
|
N28 |
X81 |
刀具切削到D处 | ||||
|
N29 |
X105Z–40 |
精加工轮廓的结束段,刀具加工到C点。 | ||||
|
N30 |
G00X150Z100 |
刀具快速退回到起点 | ||||
|
N31 |
M30 |
主轴停,关冷却液,程序结束 | ||||
三、结束语
随着科学技术的飞速发展,数控车床由于具有优越的加工特点,在机械制造业中的应用越来越广泛,为了充分发挥数控车床的作用,我们需要在编程中掌握一定的技巧,编制出合理、高效的加工程序,保证加工出符合图纸要求的合格工件,同时能使数控车床的功能得到合理的应用与充分的发挥,使数控车床能安全、可靠、高效地工作。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF