|
一、 前言 |
|
二、各类宏程序参数库的构建方式 |
|


|
2.加工模板库的构建。POWERMILLv4.5版本以后提供了加工模板的概念。刀具路径模板是通过在标准的刀具路径策略表格中填写上有关数值,然后将此策略以模板形式保存供将来使用的一种模板文件。将加工模板及相应的图标放置在软件的固定路径下,就可以在软件界面中按普通命令直接打开使用,也可以用宏程序调用模板。根据需要灵活组合加工模板或宏程序参数的调用方式,可以有效地降低宏程序的复杂程度,便于更改。 |
|
| 3.用户菜单的生成。POWERMILL软件提供了可以由用户自行定义用户菜单的开发环境。此菜单是一个名称为user_menu 的文本文件,必须将它置于计算机中该用户的 HOME 目录的 pmill2 目录下且以文本格式(不是 Word文件格式)保存,没有文件开展名。在用户菜单中将编辑好的宏程序进行合理排序,产生快捷应用宏程序的使用环境。在PowerMILL树阅览器的空白区域点右鼠标键可调出此菜单。 |
|

|
4. 加工机床库的构建。首先要在造型软件中将所要仿真的机床主要结构件按尺寸构造出来。并将该机床图形按运动部件进行分解后,单独存盘形成*.dmt(一种图形符号文件)格式文件。然后考虑机床的结构特点,确定机床各个运动轴的相对运动关系及运动次序,确定各轴的运动范围,各运动部件的颜色等,这些也是利用一种特定的编程语言格式使用文本编辑器定义的。在此不再详述。 三、利用知识库进行程序编制的一般过程 |
| 1. 加工程序的编制:利用宏程序基本参数库,根据实际加工需要,适当修改局部参数,编制批处理数控程序,以便对数据量大的程序利用夜间进行程序批处理计算。 用鼠标右击软件界面左侧的空白区,进入由用户自行编辑整理的用户菜单界面--常用编程数据库。按照菜单的先后顺序,进入不同的宏程序参数库。 |
|

|
1) 数字化模拟机床的调用。选中数据库的机床库菜单,系统则将全部本公司的机床头库调入,选中合适的机床及参考坐标系,屏幕中即可显示进入加工准备状态的机床,利用此数字化机床可进行加工仿真模拟及碰撞干涉检查。
2) 刀具库的调用。选中数据库的刀具库菜单,在系统中会自动生成编程加工时常用的带刀夹的系列刀具。注意这些刀具与宏程序中的刀具选取是一一对应的,因此在利用宏程序编程前必须首先调入刀具库,且刀具的名称不能随意更改。
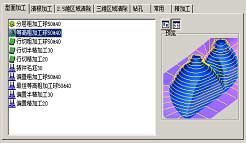
3) 宏程序的使用。在调入刀具库后,先选择加工坐标系并确认合理的加工毛坯后,就可以利用宏程序库,选择适当的加工方式,进行数控程序的批处理定义。见图10。对于每一个宏程序参数的90%都已预设完成,一般情况下,编程者只需按如下几步操作:
4) 轮廓宏程序的使用。轮廓宏程序是根据我公司的编程加工习惯,通过一个指令生成从粗加工到精加工,从Ф40刀具到Ф4刀具等全部轮廓程序的组合宏程序。使用该宏程序与以往编程方式相比,编程效率提高90%以上,编程原因失误发生率减少100%。使用该宏程序必须注意:
2. 将计算后的程序进行细节编辑整理:将程序重新规划分区,分区原则:(1)、使用长、短刀分区加工。(2)、陡峭区、平坦区分开加工。(3)、考虑加工摆角的可行性。(4)、不同区域的型面特点采用不同的加工方式。
5. 数控轨迹动态模拟、仿真:快速模拟刀具路径的走刀过程,检查刀具路径的走刀方向、走刀次序的合理性。还可以从机床库中调入模拟机床,真实反映机床的运动过程,检查机床与工件有无运动干涉等。
四、结束语 |





相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF