对于数控工艺分解和制定来说,加工工艺路线的确定是重点,刀具的选择和加工参数的选择是加工工序的难点。在相同的工艺路线下,选择不同刀具和加工参数直接影响零件的加工效率和质量。无论是三轴加工复杂的零件外轮廓和不规则的腔体,还是五轴加工零件,恰当的选择刀具半径和长度都是难点,将直接影响加工结果。
现阶段被广泛使用的虚拟加工技术可完成G代码的验证,验证工艺路线选择的正确性,但对于刀具选择和参数选择只能做到定性的分析,但VERICUT软件则可以给出相关的定量分析。下面通过一个具体的实例阐述巧用VERICUT,对刀具选择实施定量分析,稳、准、快的提供刀具选择的合理性方案。
以全国数控工艺员第六期实操考试题为例(如图1所示),利用VERICUT的分析功能对VERICUT模型中几何参数、加工信息进行测量,对设计模型与VERICUT仿真加工模型数据比较,通过报告信息准确选择刀具。
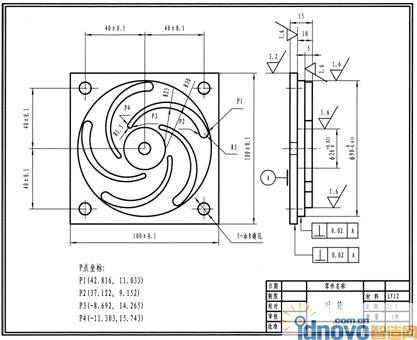
图1 示例零件图
一、工艺分析及加工程序
如图1所示,零件外形规则,被加工部分的各尺寸、形位、表面粗糙度值等要求较高。零件复杂程度一般,包含了平面、圆弧表面、内外轮廓、钻孔、镗孔和铰孔的加工,且大部分的尺寸均达到IT8~IT7级精度。(加工工序略)
加工图1所示叶轮部分的参考程序(FANUC系统)如下:

二、巧用VERICUT解决实际问题
通过图样分析,可以直接确定铣削平面、外轮廓、钻孔、镗孔及铰孔所需的刀具,但是铣削叶轮部分该选择半径是多少的刀具,从图样表面直观的无法确定,这也是整个零件的加工难点所在。现在采用设计模型与仿真加工模型的比对方式,用VERICUT功能定量分析一下。
1.运行数控程序
将已编好的程序导入VERICUT中,并进行虚拟加工,加工结果如图2所示。
2.对比过程模型与设计模型
利用VERICUT的“自动比对”功能,将虚拟加工后的过程模型与设计模型进行比对。
(1)加载设计模型
根据图样要求,设计模型如图3所示,将设计模型加载到VERICUT中,如图4所示。

在项目树Stock的子栏中选择Design,击右键选择“组件属性”;
电击“模型”,在“类型”中选择“模型文件”,按“浏览”键;
选择已经做好的模型,点击“打开”,设计模型加载完成。
& #61548; (2)模型比对
在VERICUT的“分析”菜单中选择“自动对比”功能,并确定比较方法和比较方式如图5所示。
注:在“比较的方法”菜单中四个子项目分别代表对比的含义为:
实体:用过程模型和设计模型的实体进行布尔运算,把不重合的部分以实体形式现实出来;
曲面:把过程模型和设计模型的表面进行距离测量,以色带的方式着色以区分过切量的范围;
点:测量过程模型和设计模型指定两点间的距离;
外形:车削加工中对过程模型和设计模型的旋转外形进行测量。
而在“比较的方式”菜单中的三个子项目分别代表对比的内容为:
过切:只显示和计算过切(过切颜色将随着比较公差变化,从黄色到红色不同色差带表示过切程度);
残留:只显示和计算残留(残留颜色将随着比较公差变化,从蓝色到紫色不同色差带表示残留程度);
两个:过切和残留都显示和计算。
本题中巧用VERICUT的“自动比对”功能,主要为了解决叶片加工的刀具选择问题,通过比对测量出仿真模型与设计模型的偏差,以便选择合理的刀具。为保证测量出仿真模型与设计模型的偏差,在“自动比对”中关于“比较方法”和“比较方式”的参数应分别选择为“曲面”和“两个”。
在确定好比较方法和比较方式后,点击“比较”项进行比较,其结果如图6所示。
3.报告分析
对比后由图6的显示结果可知,选用默认φ10的立铣刀有过切的现象,应当减小刀具半径。然而,是选择φ8立铣刀,还是选择φ6的立铣刀合适呢?减小了刀具半径会不会产生切削残留?若产生切削残留,补偿值设置多少才会消除残留?要解决这些问题,可由VERICUT的定量分析“报告”提供依据。
对比后的结果以报告的形式显示出来,如图7所示。
报告上的内容包括过切(或残留)的程序名、行号、过切量、过切(或残留)点的坐标、过切(或残留)时所用的刀具和此行程序的内容等。通过报告可以一目了然地看出过切(或残留)的偏差值,根据偏差值的分析可以合理的选择刀具。
4.根据报告内容分析过切偏差
从整个报告上可以看出,最大的过切偏差为-1.08mm,也就是说选择切削叶片用φ10的立铣刀偏大,产生过切,通过VERICUT的定量分析,可以确定在切削叶片时选用φ8的立铣刀可以解决过切问题,但会不会产生残留还需要更换刀具后再次比对。
改变刀具后,对比结果如图8所示。
观察对比后的结果可以看出,在改变了刀具后切削叶轮既没有过切现象,也没有切削残留出现,上机床加工该工件时就可以放心大胆地选用φ8的立铣刀加工叶轮了。
利用VERICUT的“自动比对”功能同样可以解决由于选刀错误造成切削残留现象的合理选刀问题。同时也可以通过报告分析来确定在切削残留和过切现象同时存在时的工艺方案,完成刀具选择和刀具与其相应半径补偿的配合加工工作。
三、结束语
以上是利用VERICUT的“自动比对”功能,在工件加工时帮助操作者稳、准、快地选择刀具。熟练掌握VERICUT的功能后,您会发现该软件不仅能对NC程序进行仿真、验证、分析及优化,而且还能模拟出各学校的实训设备、实习环境,根据虚拟的现实加工条件进行验证,以检测加工过程中可能存在的问题,并优化工艺方案。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF