加工大模数、硬齿面、宽齿面及高精度的螺伞一直是困扰工业齿轮行业多年的问题。在通用加工中心没有出现以前,加工这种齿轮惟一的办法就是用专用螺伞加工机床加工,而由于这种大模数高精度的齿轮含有较高的利润,因此专用机床厂家并不对外销售这种齿轮的加工机床,而只是卖齿轮,这就使得用户无法自己进行加工这种齿轮而只能依靠进口。随着机械行业越来越向重型化发展,加工大模数高精度螺伞齿轮带来的制造瓶颈也越来越突出,就迫使人们不得不考虑新型的加工方法,于是,采用通用5轴加工中心加工大模数高精度的螺伞的这种方法就应运而生了。
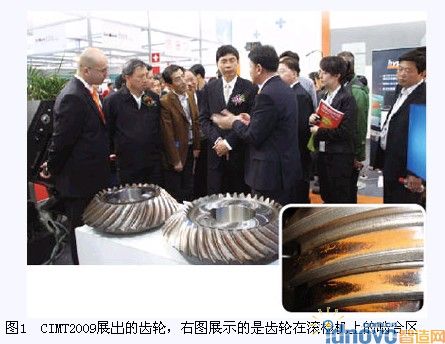
在2009年4月6~11日举办的北京国际机床展览会上,瑞士GF阿奇夏米尔集团的展台上就出现了一对用米克朗五轴通用加工中心加工的螺旋伞齿轮,吸引了众多齿轮用户的注意(图1)。这对齿轮为硬齿面齿轮,滚检后接触区理想,在21.5m/s的线速度下,齿轮的噪声低于67db,说明齿轮具有良好的啮合特性和精度。
众所周知,在加工中心上加工高精度的工件需要一系列的相关技术,其中最关键、最核心的就是机床制造技术和CAM软件技术,只有在高精度的机床和高质量的CAM软件的支持下,才能高效率地加工高精度的零件。
一直以来,瑞士GF阿奇夏米尔集团都是国际上以生产高精度高刚性的米克朗五轴机床而著称的机床生产商,其生产的米克朗HPM1850U五轴加工中心采用了诸多机床业先进的技术。
这种五轴加工中心在其摆动轴(B轴)及回转轴(C轴)都应用了直接驱动技术,其中B轴的摆动速度可达到20r/min;C轴则达到30r/min。不仅如此,在B/C轴上都采用了液压夹紧,使得B/C轴能在加工过程中获得极大的刚性,这在齿轮的加工中尤其重要。另外,由于齿轮的加工时间长,机床的热稳性更为关键,米克朗HPM1850U机床配备了APS(高级工艺控制系统)及ITC(智能热补偿系统),使得这种机床具备了极佳的热稳定性,从而可以确保齿轮的加工精度,使其在通用五轴加工中心上加工高精度大模数螺旋伞齿轮成为可能。
该项目的合作方,螺伞CAM软件的开发者北京交通大学王小椿教授为国际上最负盛名的齿轮专家之一,其在1994年即解决了国际齿轮界权威Litivn所断言的不能精确计算齿面三阶参数的问题,其出版的英文专著已经成为齿轮界的经典之作,并在CAM和CNC上具有很高的造诣。该螺伞CAM软件包括以下几个特点:
1. 高强度和高可加工性的齿轮副设计
由于加工中心上刀具轨迹安排的灵活性,齿线曲率可以不受刀盘尺寸系列的限制,按最佳轮齿弯曲强度来选取。同样,左、右两侧齿面的产形面之间的相对位置也可以不受刀盘上内、外两侧刀齿相对位置的约束,可以通过适当的自动调整,达到大、小轮的齿顶(图2)和槽底宽度在全齿面宽上基本一致,因而可以采用很大的齿根圆角半径,加工出的齿轮具有厚实的齿顶,并允许采用较大直径的刀具进行高效率、高精度的齿轮加工。

图2 等宽的齿顶
以一对31:32、模数36、齿面宽270的螺伞为例,若采用传统的Gleason或国标设计方法,小轮的槽底宽度只有12mm,齿深超过70mm,加工非常困难,而且齿根圆角半径也只能做到6mm左右。而采用新的设计理念,大、小轮的槽底宽度都达到20mm以上,最大齿深减少到66mm,极大地改善了可加工性,还避免了齿顶的倒收缩,同时齿根圆角半径可以达到10mm以上(图3)。

图3 在五轴机床上加工出的完美的齿根圆角
设计模块还包括了等高齿和微收缩齿两种齿形,用户可根据需要灵活选用。软件包还支持带轴伸的螺伞加工,以便采用导向轴承来减小体积、改善轴承和齿轮副的工作状况。
2. 良好的可装配性
可以满足沿小轮轴线法向装配的要求,在许多场合可以简化装配工艺,提高装配效率。由于齿线曲率比较均匀,即使是大传动比的齿轮副,沿小轮轴线方向装配一般也不会发生卡滞的现象。
3. 完善的齿面接触区和噪声控制
制造螺伞无须小调整,可以一次加工出理想的齿面接触区,基本上达到无声运行。本软件包具有自动优化齿面接触区的功能模块,无须任何人工干预,在数秒钟之内,自动将齿面接触区调整到理想的位置和形状,并保证所加工的齿轮副基本上达到无声运行。因此采用本软件包制造的螺伞齿轮副可以不需要小调整,不需要滚检,加工完毕之后可以直接发货或装配。
4. 支持全系列的机床布局
具有完善的后置处理功能,支持所有的机床布局。在每一个CAM模块中都嵌入了支持全系列5轴和6轴5联动机床布局的后置处理模块,用户可以很方便地通过人机界面定义所使用的机床类型,软件将自动生成适合该机床的G代码。
5. 功能强大、完备
具有设计、强度分析(CAE)、接触区优化、接触区分析(TCA)、支持不同种类刀具(立铣刀和高效率的三面刃铣刀)的加工方法(CAM)、齿面测量和误差分析及齿面网格数据生成功能,功能强大,并十分完备。
6. 傻瓜型的软件结构
该软件包易学好用,是一个傻瓜型的软件包。除了最基本的一些齿轮参数需要操作人员提供之外,其余参数或者是由系统通过优化或专家库自动确定,或由系统给出建议值,由用户圆正后输入。因此只要对螺伞加工调试和加工中心上的刀具切削用量有一些基础的操作人员,半天就可以初步掌握,两天就可以熟练运用。
7. 确保加工出高精度的齿轮
该软件不需要用户自己建立3D实体模型,软件自动生成刀位轨迹数据点,因此避免了CAD/CAM模型转换过程中造成的精度损失,从而在机床和刀具等硬件情况相同的情况下,能加工出更高精度的齿轮
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF