随着各个制造领域的发展,模具的应用及直接制造的精密零件越来多,电加工作为一个较特殊的工艺手段已在加工模具和精密零件的制造中起着非常关键和重要的作用。
加工示例
(一)数控快走丝电火花线切割加工示例
1.手工编程加工实习
(1)实习目的:
①掌握简单零件的线切割加工程序的手工编制技能;
②熟悉ISO代码编程及3B格式编程;
③熟悉线切割机床的基本操作。
(2)实习要求
通过实习,学生能够根据零件的尺寸、精度、工艺等要求,应用ISO代码或3B格式手工编制出线切割加工程序,并且使用线切割机床加工出符合图纸要求的合格零件。
(3)实习设备
DK7725E型线切割机床。
(4)常用ISO编程代码
G92 X- Y-:以相对坐标方式设定加工坐标起点。
G27 :设定XY/UV平面联动方式。
G01 X- Y-(U- V-):直线插补。
X Y:表示在XY平面中以直线起点为坐标原点的终点坐标。
U V:表示在UV平面中以直线起点为坐标原点的终点坐标。
G02 X- Y- I- J-G02 U- V- I- J-:顺圆插补指令。
G03 X- Y- I- J-:逆圆插补指令
以上G02、G03中是以圆弧起点为坐标原点,X、Y(U、V)表示终点坐标,I、J表示圆心坐标。
M00 :暂停。
M02 :程序结束。
(5)3B程序格式
B X B Y B J G Z
B:分隔符号;X:X坐标值;Y:Y坐标值;
J:计数长度;G:计数方向;Z:加工指令。
(6)加工实例
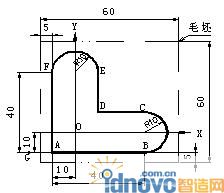
图1 零件一
①工艺分析:
加工如图1所示零件外形,毛坯尺寸为60×60mm,对刀位置必须设在毛坯之外,以图中G点坐标(-20,-10)作为起刀点,A点坐标(-10,-10)作为起割点。为了便于计算,编程时不考虑钼丝半径补偿值。逆时钟方向走刀。
②ISO程序:
程序 注解
G92 X-20000 Y-10000 以O点为原点建立工件坐标系,起刀点坐标为(-20,-10);
G01 X10000 Y0 从G点走到A点,A点为起割点;
G01 X40000 Y0 从A点到B点;
G03 X0 Y20000 I0 J10000 从B点到C点;
G01 X-20000 Y0 从C点到D点;
G01 X0 Y20000 从D点到E点;
G03 X-20000 Y0 I-10000 J0 从E点到F点;
G01 X0 Y-40000 从F点到A点;
G01 X-10000 Y0 从A点回到起刀点G;
M00 程序结束。
③ 3B格式程序:
程序 注解
B10000 B0 B10000 GX L1 从G点走到A点,A点为起割点;
B40000 B0 B40000 GX L1 从A点到B点;
B0 B10000 B20000 GX NR4 从B点到C点;
B20000 B0 B20000 GX L3 从C点到D点;
B0 B20000 B20000 GY L2 从D点到E点;
B10000 B0 B20000 GY NR4 从E点到F点;
B0 B40000 B40000 GY L4 从F点到A点;
B10000 B0 B10000 GX L3 从A点回到起刀点G
程序结束。
④加工:
按第三节中所述的机床操作步骤进行。
2.自动编程加工实习
(1)实习目的及要求:
①熟悉CNC-10A编程系统的绘画功能及图形编辑功能;
②熟悉CNC-10A编程系统的自动编程功能;
③掌握CNC-10A控制系统的各种功能。
(2)实习设备:DK7725E型线切割机床及CNC-10A控制、编程系统。
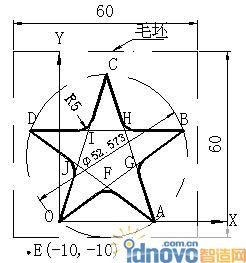
图2 零件二
(3)加工实例:
①工艺分析:加工如图2所示五角星外形,毛坯尺寸为60×60mm,对刀位置必须设在毛坯之外,以图中E点坐标(-10,-10)作为对刀点,O点为起割点,逆时钟方向走刀。
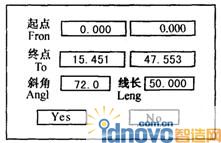
图3 “OC”直线参数窗
② 绘画:首先绘出直线“OC”:在图形绘制界面上,鼠标左键轻点直线图标,该图标呈深色,然后将光标移至绘图窗内。此时,屏幕下方提示行内的“光标”位置显示光标当前坐标值。将光标移至坐标原点(注:有些误差无妨,稍后可以修改),按下左键不放,移动光标,即可在屏幕上绘出一条直线,在弹出的参数窗中可对直线参数作进一步修正,如图3。确认无误后按“Yes”退出,完成“OC”直线的输入。

图4 “CA”直线参数窗
绘制“CA”直线:光标依次点取屏幕上“编辑”→“旋转” →“线段复制旋转”。屏幕右上角将显示“中心”(提示选取旋转中心),左下角出现工具包,光标从工具包中移出至绘画窗,则马上变成“田” 形,将光标移至“C”点上(呈‘×’形)轻点左键,选定旋转中心,此时屏幕右上角又出现提示“转体”,将“田”型光标移到“OC”线段上(光标呈‘手指’形),轻点左键,在弹出的参数设置窗中进行参数设置,如图4,确认无误后按“Yes”键退出,将光标放回工具包,完成“CA”直线输入。
绘制“DA”直线:其方法与“CA”直线绘制基本相同,旋转中心点为“A”点,旋转体为“CA”直线,参数设置如图5。
绘制“DB”直线:方法同上。
绘制“OB”直线:光标点取直线图标,将光标移至B点,光标呈“×”形,拖动光标至O点(呈‘×’形),在弹出的直线参数窗中对参数进行修正,如图6,按“Yes”键完成直线“OB”的输入。

图5 “DA”直线参数窗 图6 “OB”直线参数窗 图7 编程参数窗
图形编辑:光标点取修剪图标,图标呈深色,将剪刀形光标依次移至线段“IH”、“HG”、“GF”、“FJ”、“FI”上,线段呈红色,轻点左键,删除上述五条线段,然后将光标放回工具包。
倒R5圆角:光标点取圆角图标,将“∠R”形光标分别点取I、H、G、F、J点(光标呈‘×’形),朝倒圆角处拖出光标,在弹出的参数窗中将R值设为5,按回车键退出。
图形清理:由于屏幕显示的误差,图形上可能会有遗留的痕迹而略有模糊。此时,可用光标选择重画图标(图标变深色),并移入绘画窗,系统重新清理、绘制屏幕。
通过以上操作,即完成了完整图形的输入。然后进行图形存盘。
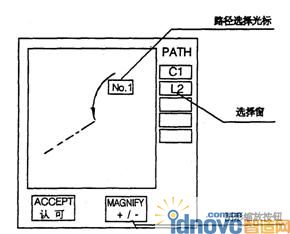
图8 路径选择放大窗
③ 自动编程:鼠标左键轻点“编程” →“切割编程”,在屏幕左下角出现一丝架形光标,将光标移至屏幕上的对刀点,按下左键不放,拖动光标至起割点(注:有些误差无妨,稍后可以修改),在弹出的参数窗中可对起割点、孔位(对刀点)、补偿量等参数进行设置。其中补偿量与钼丝半径大小、走丝方向、切割方式(割孔还是割外形)以及放电间隙有关,要根据具体情况合理选择,如图7。参数设置好后,按“Yes”确认。
随后屏幕上将出现一路径选择放大窗,如图8。“路径选择窗”中的三角形红色指示牌处是起割点,上下或左右线段表示工件图形上起割点处的上下或左右各一线段,分别在窗边用序号代表(C表示圆弧,L表示直线,数字表示该线段作出时的序号)。窗中“+”表示放大钮,“-”表示缩小钮,根据需要用光标每点一下就放大或缩小一次。选择路径时,可直接用光标在序号上轻点左键,序号变黑底白字,光标轻点“认可”即完成路径选择。当无法辨别所列的序号表示哪一线段时,可用光标直接指向窗中图形的对应线段上,光标呈手指形,同时出现该线段的序号,轻点左键,它所对应线段的序号自动变黑色。路径选定后光标轻点“认可”,“路径选择窗”即消失,同时火花沿着所选择的路径方向
进行模拟切割,到“OK”结束。如工件图形上有交叉路径,火花自动停在交叉处,屏幕上再次弹出“路径选择窗”。同前所述,再选择正确的路径直至“OK”。系统自动把没切割到的线段删除,呈一完整的闭合图形。
火花图符走遍全路径后,屏幕右上角出现“加工开关设定窗”,如图9,其中有5项选择:加工方向、锥度设定、旋转跳步、平移跳步和特殊补偿。

图9 加工开关设定窗
加工方向:有左右向两个三角形,分别代表逆/顺时针方向,红底黄色三角为系统自动判断方向。(特别注意:系统自动判断方向一定要和火花模拟的走向一致,否则得到的程序代码上所加的补偿量正负相反)若系统自动判断方向与火花模拟切割的方向相反,可用鼠标键重新设定,将光标移到
正确的方向位,点一下左键,使之成为红底黄色三角。
因本例无锥度、跳步和特殊补偿,故不需设置。用光标轻点加工参数设定窗右上角的小方块“口”按钮,退出
参数窗。屏幕右上角显示红色“丝孔”提示,提示用户可对屏幕中的其他图形再次进行穿孔、切割编程。系统将以跳步模的形式对两个以上的图形进行编程。因本例无此要求,可将丝架形光标直接放回屏幕左下角的工具包(用光标轻点工具包图符),完成线切割自动编程。
退出切割编程阶段,系统即把生成的输出图形信息通过软件编译成ISO数控代码(必要时也可编译成3B程序),并在屏幕上用亮白色绘出对应线段。若编码无误,两种绘图的线段应重合(或错开补偿量)。随后屏幕上出现输出菜单。
菜单中有代码打印、代码显示、代码转换、代码存盘、三维造型和退出。
在此,选择送控制台,将自动生成的程序送到控制台进行加工。至此,一个完整的工件编程过程结束,即可进行实际加工。
④加工:按第三节中所述的机床操作步骤进行操作。
(二)数控慢走丝电火花线切割加工示例
1.零件及加工要求
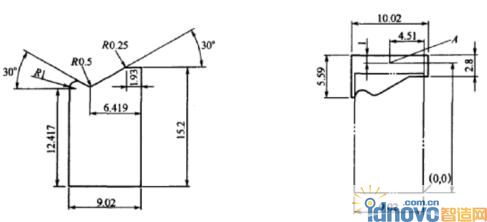
图10 冲裁模凸模 图11 加工路径
图10所示为一精密冲裁模的凸模,其厚度为30mm,材料采用SKD-11,零件的公差要求为:基本尺寸有一位小数的,公差为土0.10mm;基本尺寸有两位小数的,公差为土0.02mm;基本尺寸有三位小数的,公差为土0.002mm。
2.准备工作
由于该零件精度较高,主要部分采用慢走丝电火花线切割机床加工,零件在线切割之前就进行了精加工,三个相互垂直的面的加工精度控制得较好,且线切割余量少。加工路径见图11中的实线部分,图中双点划线为毛坯形状。
3.操作步骤及内容
要达到工件精度要求,必须采用少量、多次切割。加工余量逐次减少,加工精度逐渐提高。从开机到加工结束的具体操作步骤大致如下。
(1)合上总电源开关。
(2)按下控制面板上的按钮,启动数控系统及机床。
(3)安装并找正工件。
(4)按机床操作说明书的要求,通过在不同操作模块间的切换,完成生成工件切割的程序,调整电极丝垂直度,将电极丝移至穿丝点等基本操作。
(5)选择合适的加工参数,并在加工过程中将各项参数调到最佳适配状态,使加工稳定,达到质量要求。
(6)切割结束后,取下工件。
以上各项步骤视机床不同有的可以省略。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF