世界独一无二的高速铣削HSM模块-完全集成于SolidWorks中
SolidCAM 高速铣削(HSM)是一个非常强大的高速加工模块,经过市场验证其对于模具、工具、冲压模具和复杂3D零件高速加工非常有效,HSM 提供了独一无二的进给和快速走刀的高速轨迹。
SolidCAM高速铣削模块能够光顺切削和退刀路径,维持光顺连续的刀具运动轨迹以满足高速加工中维持高速进给和避免停顿的需求。
在SolidCAM HSM模块中以最小的Z高度退刀,连刀也可以产生倾斜角度、圆弧光顺和尽可能的低退刀——这样有效减少了空切和加工时间。

高速铣削能够产生高效、光滑、防止干涉的刀路轨迹,提高了曲面加工质量、减少刀具载荷、 延长刀具和机床寿命。
如今对缩短产品生产周期、降低成本和提高质量的要求下,高速铣削成为加工车间必不可少的需求。
对所有高速切削能力有较高要求的用户来说,SolidCAM HSM模块是都是一个非常强大的解决方案!
SolidCAM HSM 模块在多方面是对CAM技术的提升,使真正的高速铣削加工成为可能,高速铣削包括避免刀具路径尖角,使用具尽可能的与零件保持接触,优化空切运动减少空切产生光顺的进退刀。
任何3D高速铣削都能够控制曲面的曲率角度或者加工的边界范围,SolidCAM HSM模块提供了独一无二的边界创建工具,包括最大轮廓线,刀具切除区域边界,平缓区域边界,残料切削理论边界,残料边界和用户自定义边界。
对所有高速切削能力有较高要求的用户来说,SolidCAM HSM模块是都是一个非常强大的解决方案,他能够提高CNC机床的生产效率,减少空切、圆滑连接刀路并产生连续的刀具运动。
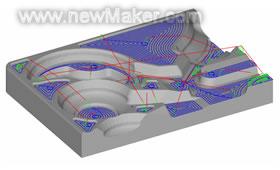
HSM 粗加工策略
轮廓粗加工
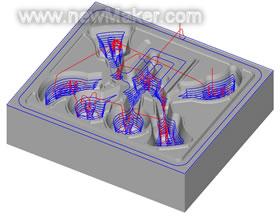
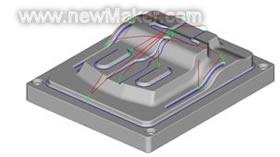
轮廓粗加工是高效地去除大量毛坯的有效加工策略。根据指定的Z值深度自动产生一系列的路径偏移,并自动计算和最大限度地去除坯料。切削深度可以自动变化保障在平缓的区域加工到位,螺旋下刀和轮廓倾斜下刀都被用来作为进刀模式,无论在不同的刀路之间还是快速连刀都可以自动产生光滑的圆弧,有效的避免刀具停顿、提高刀具进给速度、延长了刀具寿命。
型芯粗加工
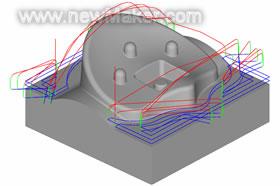
型芯粗加工是从外部加工型芯的优化加工策略,与在零件的内部产生特定宽度的切削不同,所有的刀具路径起始点都是从外部开始,通过给定的切削深度工作在外部轮廓和型芯之间。如果一个零件既有型芯又有型腔则,SolidCAM会自动在一个程序中转换型芯粗加工和型腔粗加工,刀具始终接触毛坯能够最大限度的减少刀具磨损。
残料粗加工
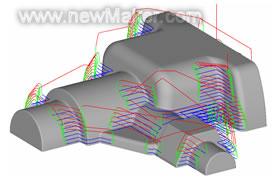
残料粗加工是较大的刀具加工后通过一个较小的刀具进行加工的加工策略,在之前的操作中,有一些刀具没有加工到位的地方,SolidCAM 高速铣削模块能够更新毛坯模型并避免空切,对于大零件您可以通过多次减小刀具尺寸进行残料二次开粗操作。残料开粗也可以用在铸造零件上以产生较少的切削路径行数,得到相应的毛坯公差。
HSM 精加工
平行加工
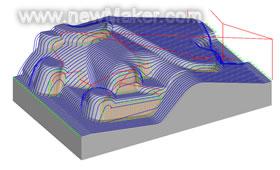
平行加工是一个应用最广泛的精加工策略,线性的刀路一般用在粗加工之后的半精加工或平缓区域的精加工,刀具路径平行于XY 平面并随曲面Z 值发生变化,您可以选择水平区域的方向以及步距,交叉路径是和平行路径成90度用来加工所有区域。
水平加工
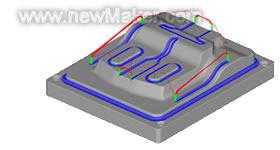
水平加工策略自动检测所有的平缓区域并且在高度方向上做偏移进行切削,该加工策略使用和开粗类似的光滑刀路的工具。刀路连接也同粗加工一样,能够进行轮廓倾斜进刀螺旋下刀和光顺刀路连接轨迹。
如果使用者要求多次加工这些平缓区域,可以通过设置不同的Z值偏移得到结果。
等高加工
等高加工能够根据一系列由曲面形状形成的曲面轮廓产生不同高度的刀路轨迹,如同对零件几何进行水平切片一样,这种加工策略是对陡峭区域进行半精加工和精加工的最好策略,陡峭的区域通过限制等高加工的角度范围(30°-90°)被加工,其他平缓的区域可以通过其他更多的策略进行加工。

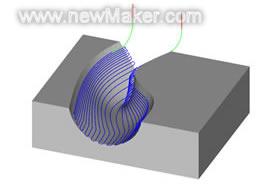
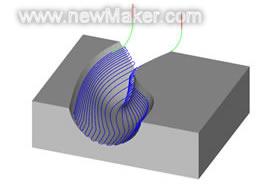
螺旋加工
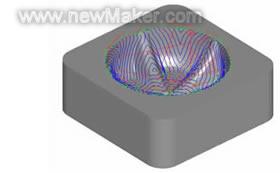
螺旋加工能够从给定的目标点产生螺旋的刀具路径,并在给定的范围内始终保持刀具和被加工的工件的接触。每行刀路之间的步距可以定义,螺旋切削或放射切削的汇集点可以通过系统定义或用户自定义。

仿型加工
仿型切加工过两个具有方向的轮廓控制刀具路径。仿型切削是逼近曲面,并通过定义的两个轮廓产生形状和方向上近似于平行的刀路轨迹。每个刀路轨迹都是由一个轮廓形状向另一个轮廓自然过渡产生渐变的形状。
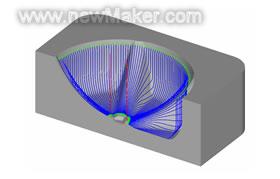
放射加工
放射加工为使用者提供了加工放射零件的能力,加工汇集在中心一点,也能够缩短中心放射路径,防止中心过于密集。这种加工策略非常适合与平缓曲率的曲面或圆形曲面,使用的接触角度为0°—40°。
边界加工
边界加工是刀具投影到在曲面之上,并沿着一条或多条边界进行高效雕刻的加工策略。该策略能够进行文本刻字,沿着工模具的流道上的轮廓进行倒角,也可以定义负值加工厚度用来以恒定的深度在曲面下进行加工。
3D 拐角平移加工
3D 拐角平移加工和3D等步距加工策略非常接近,与从外部轮廓到内部中心加工方式不同,3D拐角偏移加工在零件的拐角处创建一系列的清角路径,然后从这些角落开始刀路以3D形式维持相等的曲面步距,并向零件的外部边缘发展。

3D等步距
3D等步距精加工是保持一行刀路到另一行刀路空间等步距的加工策略,排出零件拐角部分,通过在曲面上的零件向内偏移,3D等步距在零件曲面上的每行3D刀路距离都相等。该策略能够应用任何轮廓限制或加工整个区域。
笔式加工
笔式加工是在内部圆角和小的圆弧拐角处创建刀路的加工策略,该策略能够去除其他方式不能到达残余坯料。笔式加工常用来清理角落或者前次加工剩余的角落,是零件曲面的内部圆角和刀具具有相等值的理想加工策略。

平行笔式加工
平行笔式加工是笔式加工的延伸,使用者通过该策略能够决定在笔式加工之旁多行刀路的步距和数量这对与之前的刀具不能完全清理内部角落是非常有效的策略,多行刀路从外部到角落中央产生非常高的曲面精加工。
残料加工
对与垂直角落进行笔式加工会阻挡刀具出屑槽出屑,并使刀具大面积的接触毛坯,对加工环境非常不利,残料加工策略提取这些角落出来从上到下进行加工产生更好的加工环境,陡峭的角落和平缓的角落在一个刀路中以不同的方式进行加工。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF